Audi A4 Logbook Замена шланга высокого давления и промывка ГУР
Содержание:
- 1 Как произвести ремонт шлангов самостоятельно краткая инструкция
- 2 Ремонт шлангов ГУР в Москве цены
- 3 Алгоритм проведения работ по ремонту деталей
- 4 Конструкционные особенности РВД
- 5 ремонт шланга высокого давления гур своими руками
- 6 В наличии на сегодняшний день
- 7 Комплектующие
- 8 Как самостоятельно провести ремонтные работы по восстановлению РВД
- 9 ремонт шлангов высокого давления своими руками
- 10 Виды работ
- 11 Разновидности и классификация гидронасосов
- 12 Варианты замены элементов
- 13 Имеется три главных типа соединения
- 14 Наши основные виды деятельности
- 15 Оборудование для опрессовки обжима шлангов высокого давления
Как произвести ремонт шлангов самостоятельно краткая инструкция
Каждый автовладелец пристально следит за техническим состоянием своего стального «коня», ведь от этого зависит безопасность его эксплуатации. Износ или повреждение шлангов ГУР – распространенная причина поломки и неправильного функционирования рулевого управления. Независимо от характера проблемы, она решается двумя способами – полной или частичной заменой РВД. Уровень давления в системе ГУР достаточно высок – 70 до 130 кГс/см2. При таких показателях для скрепления шлангов нельзя использовать хомуты. Также не рекомендуют припаивать фитинги к шлангам, подверженным высокой нагрузке, – это может использоваться только в качестве временной меры.
Планируя проводить полную замену шланга РВД своими руками, придерживайтесь схемы:
- — Поднимите переднюю часть автомобиля и выверните рулевое колесо влево до упора.
- — Наденьте конец шланга на шприц и откачайте из бачка техническую жидкость.
- — Заглушите отверстия в системе управления после полного демонтажа РВД.
- — Подберите новую деталь с подходящими параметрами и произведите замену.
- — Долейте необходимый объем откачанной жидкости обратно.

В некоторых ситуациях потребуется не замена, а ремонт шланга (РВД) своими руками. При соблюдении определенных правил и наличии инструмента легко выполнить подобные манипуляции:
- — Отсоедините поврежденный рукав, тщательно сделайте его замеры и посмотрите маркировку. При подборе новых шлангов следите за соответствием параметров.
- — Концы РВД тщательно зачищаются внутри и снаружи до оплетки с помощью окорочного станка.
- — Подберите надежные и подходящие по размеру соединительные элементы – фитинги.

— Крепление фитингов к рукаву осуществляется посредством обжимного оборудования.
— Проверьте качество выполненной работы.

Внимательность, аккуратность и четкое следование инструкции позволит качественно и быстро провести ремонт рукавов высокого давления ГУР своими руками. Но если возникают вопросы или сложности в процесс работы, обязательно обращайтесь к специалистам нашего автосервиса. Большой опыт работы позволяет произвести замену РВД в кратчайшие сроки.
Ремонт шлангов ГУР в Москве цены
-
15.06.2019
Олег:
Нужен ремонт шлангов гур.демонтаж-монтаж-
Автотехцентр «АвтоЮр»:
Добрый вечер!
Звоните завтра утром
-
MVMotors:
Без проблем можем оказать вам данную услугу.
-
New Car Service:
Здравствуйте, завтра утром посмотрим и дадим ответ. Если не сложно, напишите емаил или тефон для связи. Сервис иногда барахлит и сообщения пропадают. -
New Car Service:
От 6000 тыс рублей, но надо смотреть, что там по факту
-
ТЕХЦЕНТР50:
Добрый день. Ремонтом шлангов гур не занимаемся. Можем произвести замену шлангов на новые. Цена будет зависит от кол-во заменяемых шлангов.
-
АвтоСервис Ваш АвтоМеханик:
Шланги ГУРа монтаж — демонтаж — 3500.
Ремонт шлангов от 1200 рублей - Олег:
-
Тойота Солнцево Сервис:
Здравствуйте, подскажите, пожалуйста, модель и год выпуска автомобиля. -
Тойота Солнцево Сервис:
А самый лучший вариант — Вам подъехать на диагностику, на которой будет видно, что можно еще отремонтировать, а чему может потребоваться замена. По стоимости монтажа-демонтажа тоже сможем сориентировать, когда физически увидим Ваш автомобиль. -
Тойота Солнцево Сервис:
Если оставите автомобиль на ремонт, то, соответственно, скидка на ремонт будет равна стоимости диагностики. - Олег:
-
Тойота Солнцево Сервис:
Если Вы ещё не звонили к нам приемную, могу Вас записать, если хотите.
-
Автотехцентр «АвтоЮр»:
-
19.03.2019
Александр:
Нужен ремонт рукава высокого давления ГУР. Автомобиль Хонда Аккорд 99 г.в. Рукав установлен на автомобиле. Сколько будет стоить ремонт (снять-поставить, отремонтировать)-
Автомотосервис Торенс:
Доброе утро, Александр!
Стоимость ремонта зависит от самого шланга, стандартная стоимость со снятием и установкой 4000 руб. -
Александр:
Благодарю за предложение, боюсь своим ходом не доберусь, т.к. автомобиль находится в Бирюлево Южный АО
-
BMW Румянцево:
Доброго дня! К сожалению мы ремонтируем толь ко BMW.
-
Автотехцентр «АвтоЮр»:
Добрый день!
Звоните . Ремонтом шлангов не занимаемся ,можем поменять.
-
СМ-Моторс:
Добрый день! Снять установить 1200 руб и сам ремонт 0 руб
-
Srt-team автосервис:
снять поставить 2500
ремонт от 2000р
жидкость в гур примерно1000 -
Александр:
Спасибо за предложение, но уже отогнал в сервис. Ваша цена дешевле, но поздно пришло сообщение.
-
ТЕХЦЕНТР50:
Добрый день! Мы не занимаемся ремонтом РВД.
-
Автосервис:
Около 6000 Рублей.Звоните. -
Александр:
Благодарю за предложение, боюсь своим ходом не доеду, т. к. машина находится в Бирюлёво (Южный АО) -
Автосервис:
Есть у нас сервис метро технопарк
-
Автосервис Shell Раменки:
Можем предложить только замену на новый. Стоимость работ 2500 руб. Стоимость рукава НР 18000 заказ 10 дней. -
Александр:
Спасибо, это для меня дорого.
-
Тойота Солнцево Сервис:
Здравствуйте, Вы сможете для начала подъехать к нам, чтобы мы воочию посмотрели на деталь и на проблему? Только так сможем вас сориентировать точно по стоимости. -
Александр:
здравствуйте! Спасибо за предложение, уже нащёл сервис.
-
Автомотосервис Торенс:
Алгоритм проведения работ по ремонту деталей
Работы выполняются в четкой последовательности:
- Отсоединение испорченного шланга от «тела» механизма. Вырезание РВД аналогичного старому размера, с целью осуществления замеров выбирается расстояние.
- Стоит отдавать предпочтение рукаву, подходящему к использованию при самом высоком давлении и выдерживанию нагрузок. Выбор диаметра осуществляется на основании маркировки РВД. Заводской параметр DN предполагает диаметр на внутреннем канале.
- С помощью специальных окорочных станков стоит провести внутреннюю и внешнюю чистку концов рукава, если он предполагает выдерживание высокого давления.
- На этом этапе осуществляется выбор фитингов, что приносит неудобства в связи с технологиями изготовления импортных элементов на основании различающихся стандартов. При затруднениях стоит осуществить замеры старого фитинга с помощью резьбомера, что позволит сделать точный подбор параметров по табличным данным.
- Используя обжимной станок, нужно осуществить прессование фитингов. Выбор съемных кулачков проводится для каждого диаметрального значения в индивидуальном порядке. Обязательна проверка качества выбранной процедуры посредством щупа.
- Тестировать качество проведения работ необходимо на стенде, заранее подготовленном. При нестандартном соединении на помощь приходит ремонтный фитинг. Эта методика хороша для ремонта шлангов высокого давления для гидроусилителя руля в экстренных ситуациях, когда нет времени приниматься за другие виды работ.
Конструкционные особенности РВД
Гибкие шланги, или гидравлические рукава РВД присутствуют в конструкции обычных автомобилей и специализированного транспорта, оснащенного навесным (прицепным) оборудованием. Шланги изготавливаются из каучука (натурального и синтетического), ПВХ, и других полимерных материалов. Требования к характеристикам конструктивного материала определяет ГОСТ 6286-73. На концах шлангов фиксируются металлические фитинги, которые плотно обжимают гибкие трубки.
Фитинги различаются типом резьбы (метрическая, трубная, дюймовая), механизмом уплотнения, способом фиксации. От качества использованных производителем фитингов во многом зависит прочность рукава высокого давления.
Распространенные поломки РВД
Срыв фитинга и разрыв шланга происходят при чрезмерных нагрузках, неправильно заданных параметрах температуры и давления. Предрасполагающие причины — коррозия металла, износ резины, промерзание, закупорка насоса, засорение фильтрующих элементов. Следствием перечисленных факторов является потеря герметичности соединительной части, трещины (внутренние и внешние), деформация шланговых трубок.
Появление протечек моментально приводит к снижению функциональности работы двигательной системы и механизма движения рабочего оборудования. Признаками поломок являются посторонние звуки при включенном двигателе (постукивания, скрипы), утечки масла, потеря плавности хода, неэффективное торможение и управления рабочим инструментом.
Технология ремонта РВД
Ремонт РВД шлангов осуществляется после детальной диагностики гидравлической системы
Важно выявить и устранить факторы, которые привели к обрыву фитинга или дефектам в соединительной гибкой части. Это может быть нарушение циркуляции рабочей среды, попадание воздуха в систему, неправильно подобранный размер шланга и многие другие, вышеуказанные причины
Ремонтные работы сводятся к замене фитинга или гидравлического рукава.
Шланги изготавливаются строго по размеру заводского элемента, с учетом внутреннего и внешнего диаметра просвета
Важно правильно подобрать и закрепить фитинги, чтобы обеспечить прочность, герметичность, гибкость конструкции
Наша фирма занимается ремонтом гидравлических систем спецтехники более 7 лет. Это достаточный срок для приобретения практического опыта в этой области, и возможности квалифицированно выполнять ремонтные работы. Компания располагает современным диагностическим, ремонтным, контрольным оборудованием, а также оригинальными запчастями для разных видов транспорта.
Если возникли признаки поломки гидравлики экскаватора, трактора, землеройной машины или другой спецтехники, звоните нам по контактному телефону 8 (800) 700-18-48 или отправляйте заявку на сайте. Работы будут проведены профессионально, оперативно, с гарантией качества услуг и использованных материалов. Мы ценим доверие к нашей фирме, и не разочаровываем клиентов.
ремонт шланга высокого давления гур своими руками
Для этих целей применяют специальные системы, оснащенные вентиляторами. Различные насосы и вентиляторы — это опрессовочный станок своими руками для стабилизации температурного процесса на производстве. Специальные машины контролируют расход электрической энергии и поглощают шумовой эффект.
На любом предприятии торговли, реализующем продовольственные товары, используются весы. Современные весы представляют собой автоматический прибор, с точностью измеряющий вес товара. Прибор оснащен дисплеем, а так же специальной клавиатурой, за счет чего культиватор сангарден т 240 навесное оборудование определяет и выводит необходимую информацию для продавца и клиента. Весы могут работать от электрической сети, или заряжаться от аккумулятора (переносной вариант).
В любом офисе или на предприятии, с помощью специальных приборов, поддерживается оптимальная температура воздуха, и воздухообмен. Это необходимо для организации комфортного рабочего процесса. Среди разновидностей приборов используют прачечное оборудование череповец: вытяжки, кондиционеры различных модификаций, вентиляционные шахты с естественным и искусственным охлаждением. Вентиляция бывает вытяжная, приточная и механическая.
В наличии на сегодняшний день
Рукава высокого давления
| № п\п | Наименование |
|---|---|
| 1 | РВД 1\4″ |
| 2 | РВД 5\16″ |
| 3 | РВД 3\8″ Techno |
| 4 | РВД 1\2″ Techno |
| 5 | РВД 2SN DN12 1/2″ РOWERMASTER |
| 6 | РВД 5\8″ |
| 7 | РВД 3\4″ Techno |
| 8 | РВД 1″ |
Муфты
| № п\п | Наименование |
|---|---|
| 1 | муфта 1SN\2SN 1\4″ |
| 2 | муфта 1SN\2SN 5\16″ |
| 3 | муфта 1SN\2SN 3\8″ |
| 4 | муфта 1SN\2SN 1\2″ |
| 5 | муфта 1SN\2SN 5\8″ |
| 6 | муфта 1SN\2SN 3\4″ |
| 7 | муфта 1SN\2SN 1″ |
Фитинги
|
1 |
фитинг |
|
2 |
фитинг |
|
3 |
фитинг |
|
4 |
фитинг |
|
5 |
фитинг |
|
6 |
фитинг |
|
7 |
фитинг |
|
8 |
фитинг |
|
9 |
фитинг |
|
10 |
фитинг |
|
11 |
фитинг |
|
12 |
фитинг |
|
13 |
фитинг |
|
14 |
фитинг |
|
15 |
фитинг |
|
16 |
фитинг |
|
17 |
фитинг |
|
18 |
фитинг |
|
19 |
фитинг |
|
20 |
фитинг |
|
21 |
фитинг |
|
22 |
фитинг |
|
23 |
фитинг |
|
24 |
фитинг |
|
25 |
фитинг |
|
26 |
фитинг |
|
27 |
фитинг |
|
28 |
фитинг |
|
29 |
фитинг |
|
30 |
фитинг |
|
31 |
фитинг |
|
32 |
фитинг |
|
33 |
фитинг |
|
34 |
фитинг |
|
35 |
фитинг |
|
36 |
фитинг |
|
37 |
фитинг |
|
38 |
фитинг |
|
39 |
фитинг |
|
40 |
фитинг |
|
41 |
фитинг |
|
42 |
фитинг |
|
43 |
фитинг |
|
44 |
фитинг |
|
45 |
фитинг |
|
46 |
фитинг |
|
47 |
фитинг |
|
48 |
фитинг |
|
49 |
фитинг |
|
50 |
фитинг |
|
51 |
фитинг |
|
52 |
фитинг |
|
53 |
фитинг |
|
54 |
фитинг |
|
55 |
фитинг |
|
56 |
фитинг |
|
57 |
фитинг |
|
58 |
фитинг |
|
59 |
фитинг |
|
60 |
фитинг |
|
61 |
фитинг |
|
62 |
фитинг |
|
63 |
фитинг |
|
64 |
фитинг |
|
65 |
фитинг |
|
66 |
фитинг |
|
67 |
фитинг |
|
68 |
фитинг |
|
69 |
фитинг |
|
70 |
фитинг |
|
71 |
фитинг |
|
72 |
фитинг |
|
73 |
фитинг |
|
74 |
фитинг |
|
75 |
фитинг |
|
76 |
фитинг |
|
77 |
фитинг |
|
78 |
фитинг |
|
79 |
фитинг |
|
80 |
фитинг |
|
81 |
фитинг |
|
82 |
фитинг |
|
83 |
фитинг |
|
84 |
фитинг |
|
85 |
фитинг |
|
86 |
фитинг |
|
87 |
фитинг |
|
88 |
фитинг |
|
89 |
фитинг |
|
90 |
фитинг |
|
91 |
фитинг |
|
92 |
фитинг |
|
93 |
фитинг |
|
94 |
фитинг |
|
95 |
фитинг |
|
96 |
фитинг |
|
97 |
фитинг |
|
98 |
фитинг |
|
99 |
фитинг |
|
100 |
фитинг |
|
101 |
фитинг |
|
102 |
фитинг |
|
103 |
фитинг |
|
104 |
фитинг |
|
105 |
фитинг |
|
106 |
тройник |
|
107 |
штуцер |
|
108 |
штуцер |
|
109 |
штуцер |
|
110 |
штуцер |
|
111 |
штуцер |
|
112 |
штуцер |
|
113 |
штуцер |
|
114 |
штуцер |
|
115 |
штуцер |
|
116 |
штуцер |
|
117 |
штуцер |
|
118 |
штуцер |
|
119 |
штуцер |
|
120 |
штуцер |
|
121 |
штуцер |
|
122 |
штуцер |
|
123 |
штуцер |
|
124 |
штуцер |
|
125 |
штуцер |
|
126 |
штуцер |
|
127 |
штуцер |
|
128 |
штуцер |
Комплектующие
Мы найдём подход к любому, даже самому требовательному клиенту! Комплектующие — рукава, фитинги, муфты, используемые нами для производства РВД сертифицированы и соответствуют мировым стандартам. Обжим происходит на профессиональном, высокотехнологичном оборудовании FINN POWER (Финляндия), отлично зарекомендовавшем себя за многолетнюю историю. На всех стадиях изготовления осуществляются контроль качества выполняемых работ, а также испытания готового материала.
В индивидуальных случаях, наши специалисты могут произвести ремонт путём демонтажа ваших фитингов и установить их на новый рукав, заново опрессовав их новыми муфтами.
Как самостоятельно провести ремонтные работы по восстановлению РВД
Качественно отремонтировать шланг, обеспечив стабильную и продолжительную работу мойки, несложно, главное – точно соблюдать рекомендации, выполнять все действия аккуратно и внимательно. Независимо от характера повреждения, изначально следует снять РВД. Шланги крепят к оборудованию с помощью резьбы или быстроразъемного соединения – это зависит от модели машины.

Дальнейшие действия выглядят следующим образом:
- 1. После демонтажа трубки следует срезать испорченную часть до того места, где отсутствует деформация.
- 2. Если рукав поврежден на конце или произошел обрыв крепежа, подбирают аналогичный фитинг и обжимают его с помощью тисков.

3. Когда порез образовался по длине РВД, для ремонта используется соединитель заданного диаметра, а также два хомута. Они помогают герметизировать стыки рукава. Аналогичная работа проводится при необходимости удлинить трубку или соединить два шланга.


Как быть, если трещины идут вдоль всего рукава? В подобной ситуации рационально приобрести и установить новую трубку. Компания «Ленгидравлика» – отечественный производитель РВД и концевой арматуры для моечного оборудования Karcher предложит качественную альтернативу. Наши специалисты точно знают, как шланг отремонтировать или подобрать ему достойную замену. Клиентов ожидают доступные расценки на работы, оперативное выполнение заказов, ответственный подход к решению поставленных задач.

Шланги для моек высокого давления изначально имеют большой запас прочности. Тем не менее напорный рукав может выйти из строя. Это происходит из-за эксплуатации в экстремальных условиях, заводского брака или физического повреждения (наезд автомобилем, потертость от бетонного пола). Независимо от причины проблемы мы вернем шланг для мойки в рабочее состояние.
ремонт шлангов высокого давления своими руками
Поэтому даже в том случае, когда в сети электроснабжения произойдет короткое замыкание, металлорукав воспрепятствует возгоранию.
Благодаря тому, что металлорукав практически не подвержен возгоранию, его часто применяют для защиты электропроводки, проложенной в офисах и на территории складских помещений. Кроме того, металлорукав используется при устройстве вентиляции и в тех случаях, когда создаются системы для безопасного перемещения нагретых до высоких температур газов. Для изготовления металлорукавов используется стальная гофрированная лента с цинковым напылением. Потребитель получает металлическую гофрированную трубу диаметром от 6 до 300 мм круглого сечения. В продажу металлорукав поступает в свернутом виде, то есть в бухтах. При использовании металлорукавов применяются следующие типы их стыковки: •резьбовое соединение; •фланцевое соединение; •штуцерное соединение.
При укладке металлорукава потребность в инструментах минимальна. Необходимо наличие трубореза или болгарки, с помощью которых можно было бы обрезать излишек трубы, и обычного набора инструментов для осуществления стыковки труб. В некоторых случаях требуется сварка. Крепление металлорукава к поверхностям каких-либо приборов или оборудования осуществляется с помощью металлических скоб, а присоединение к монтажной коробке производится с использованием специально сконструированной для этого вводной муфты.
Укладка металлорукава при монтаже электросетей предоставляет пользователям некоторые преимущества, которые недостижимы в случае применения для этих целей других материалов, получивших у профессионалов название «кабель-каналы»:
•монтаж и гибка стальных труб производятся одновременно;
•возможность осуществлять прокладку электропроводки внутри конструкций, подверженных возгоранию без риска повреждения проводки;
•отсутствует потребность в механизмах и инструментах для того, чтобы согнуть металлорукав под нужным углом, не вызывая при этом появления трещин или возникновения особых механических напряжений в материале, из которого металлорукав изготовлен;
•поставка металлорукава осуществляется в бухтах по 30 и 50 метров. Он может быть как обрезан, так и состыкован на необходимую длину.
Следует отметить, что возможность применения легко сгибаемого металлорукава, стыковка которого может осуществляться за короткий промежуток времени, позволила полностью перестроить работу по монтажу электропроводки внутри помещений – по стенам, перегородкам, потолкам и полам. Применяются металлорукава не только при строительстве новых зданий и сооружений, но и в процессе ремонта в существующих помещениях. Высочайший уровень надежности, обеспечиваемый при использовании металлорукавов при монтаже электросетей, позволяет осуществлять их прокладку в таких ранее недоступных местах, как бетонные стяжки, штрабы и даже за декоративными панелями.
Виды работ
В нашей группе компаний можно заказать:
- ремонт шланга (можно и с использованием ваших комплектующих). Заменим или удалим износившуюся часть рукава, подберем подходящие фитинги и восстановим уплотнения на пистолете. Отремонтированное изделие будет столь же надежно и долговечно, как новое;
- изготовление нового рукава. Мы в сжатые сроки сделаем рукав, который точно подойдет к вашему оборудованию. Наши сотрудники всегда учитывают внешний и внутренний диаметр рукава, рабочее давление и конструкцию посадочных мест. Новый рукав потребуется в тех случаях, когда восстановить старый шланг не представляется возможным, или он слишком короткий.
В процессе ремонта и изготовления рукавов мы пользуемся качественными материалами от ведущих производителей. На работы и продукцию предоставляется гарантия.
Разновидности и классификация гидронасосов
Работа любого гидронасоса основана на принципе всасывания и нагнетания жидкости.
Основные элементы конструкции:
- Камера всасывания.
- Камера нагнетания.
Между ними перемещается жидкость, которая при заполнении камеры нагнетания, начинает давить на поршень, вытесняя его, сообщая рабочему инструменту перемещение.
Основные рабочие параметры всех типов гидронасоса:
- Частота вращения вала двигателя, измеряется в об/мин.
- Рабочее давление в цилиндре, в Бар.
- Объем рабочей жидкости, в см³/об или количество жидкости, вытесняемое насосом за один оборот вала двигателя.
Основные разновидности оборудования:
Ручной гидравлический гидронасос. Это простейший агрегат, работающий по принципу вытеснения жидкости.
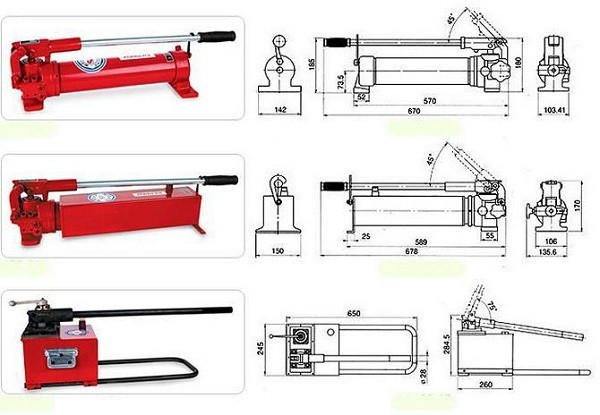
Ручной гидронасос
При нажатии ручки происходит перемещение поршня вверх, что создает силу всасывание и посредством клапана КО2 в камеру поступает жидкость, вытесняемая при поднятии рукояти.
Преимущества таких агрегатов:
- относительная простота конструкции, что облегчает ремонт при необходимости;
- надежность;
- низкая цена.
Недостаток:
- низкая производительность, по сравнению с приводными агрегатами.
Радиально-поршневые. Способны развивать давление до 100 Бар, имеют длительный период работы. Радиально-поршневые насосы могут быть двух типов:
- роторными. В таких устройствах поршневая группа помещена внутри ротора, от его вращения поршень совершает возвратно-поступательные перемещения, поочередно стыкуясь с отверстиями для слива жидкости через золотники;

Устройство роторного радиально-поршневого насоса
- с эксцентричным валом. Его отличие — расположение поршневой группы внутри статора, такие насосы распределяют жидкость через клапана.
Преимущества оборудования:
- высокая надежность;
- работа выполняется с высоким давлением, что увеличивает производительность;
- при эксплуатации создает минимальный уровень шума.
Недостатки агрегата:
- при подаче жидкости высокий уровень пульсации:
- большая масса.
Аксиально-поршневые. Это наиболее распространенный тип оборудования.
В зависимости от расположения оси вращения двигателя могут быть:
- наклонными;
- прямыми.
Преимущества таких насосов:
- большой КПД;
- высокая производительность.
Основной недостаток:
- высокая стоимость.
Шестеренные насосы относятся к роторному оборудованию. Гидравлическая часть конструкции состоит из двух вращающихся шестерней, их зубья при контакте вытесняют из цилиндра жидкость. Шестеренчатые насосы могут быть:
- с внешним зацеплением;
- с внутренним зацеплением, при котором шестеренки расположены внутри корпуса.
На фото представлены типы шестеренных насосов.

Шестеренные насосы
Шестеренные агрегаты используются в системах, где уровень рабочего давления не превышает 20 МПа. Они больше всего применяются в сельскохозяйственном и строительном оборудовании, системах подачи материалов для смазки узлов и мобильной гидравлике.
Устройства имеют:
- Простую конструкцию.
- Небольшие размеры.
- Малый вес.
Недостатки:
- Низкий КПД, до 85%.
- Небольшие обороты.
- Короткий эксплуатационный ресурс.
Варианты замены элементов
Повреждение элементов высокого давления – результат вращения колеса, требующего приложения усилий. После этого теряется эластичность, меняющая размеры отверстий, имеющихся в распределении. Последний элемент, в свою очередь, отвечает за замену в перепадах, которые наблюдаются в давлении, в гидравлике цилиндра. В ходе этого заметно изнашиваются рукава гидроусилителя руля, рассчитанные на определенные параметры, связанные с давлением, имеющим зависимость от разновидности авто.
Есть несколько вариантов устранения проблемы.
Способы исправления ситуации
- Полная замена трубки гидроусилителя руля.
- Осуществление замены исключительно поврежденных элементов (монтаж фитингов к новому шлангу).
Порядок проведения замены
- Посредством домкрата осуществляется подъем передней части транспорта.
- До упора проводится поворот руля налево.
- Трубка из гидроусилителя руля насаживается на шприц.
- Полностью откачивается имеющаяся жидкость.
- Осуществляется 100%-е отсоединение рукава высокого давления.
- Отверстия в системе гидравлического плана заглушаются.
- Выбирается новый шланг с учетом досконального соблюдения параметров.
- Если не учесть прошлый пункт, произойдут изменения в функциях ГУР.
- Мастер проводит установку нового шланга и возвращает откачанную жидкость обратно.
- Проверяется качество проведенных работ.

Имеется три главных типа соединения
- Включает две составляющие: штуцер под шланг и втулка. Штуцер, вставленный в шланг, сдавливается с применением втулки. Этот способ находит широкое применение на крупных магистралях, а также в личном использовании.
- При интегральном методе втулка и штуцер составляют цельное устройство. Данный способ соединения используется для газовых приборов и труб повышенного давления.
- Методом скручивания.
При использовании приварных соединений только одна сторона штуцера (ГОСТ 16045-70) делается с резьбой, куда навинчивается труба или вентиль, а другая сторона, оставшаяся без резьбы, приваривается к емкости или трубопроводу. Изготавливаются из легированной стали марки 12Х18Н9Т (Х18Н9Т).
Поворотный штуцер (гидрошарнир) применяется для производства соединения с возможностью вращения (ГОСТ 25681-83).Материал: сталь нержавеющая, алюминий.
Переходные штуцеры (ГОСТ 21856-78) предназначены для смены одного шаблона резьбы на другой.
Наши основные виды деятельности
- Ремонт цилиндров гидравлических (гидроцилиндров) любой сложности и любого типа. Быстро и качественно, срок ремонта занимает от 1-5 дней в зависимости от сложности и объема производимых работ.
- Ремонт и обслуживание специальной, коммунальной, сельскохозяйственной и дорожно-строительной техники как отечественного так и импортного производства.Имеется выездная бригада.
- Ремонт гидромолотов. Изготовление зубил для гидромолота.
- Ремонт гидронасосов.
- Ремонт гидромоторов.
- Ремонт гидрораспределителей
- На ремонт всех агрегатов имеется гарантия три месяца.
- Ремонт гидроусилителей руля для спец-техники и грузовых авто импортного производства.
- Изготовление пружин на заказ
Оборудование для опрессовки обжима шлангов высокого давления
Для изготовления шлангов высокого давления применяют особый тип оборудования — опрессовочные станки. С их помощью происходит формирование надежного соединения компонентов конструкции РВД.
Принцип работы опрессовочных станков
Общий принцип работы станка основан на прессовании фитингов различной конфигурации на торцевые части рукава. Выполнение этой работы требует точного расчета оптимальной степени прижима, сохранение целостности шланга высокого давления.
Конструктивно обжимной центр состоит из гнезда для кулачков, блока увеличения давления (механического, электрического или гидравлического), устройства управления.
Предварительно на заготовку РВД устанавливается требуемый фитинг
Важно контролировать глубину его монтажа
В случае надобности выполняется обработка торца рукава – выравнивание плоскости, обезжиривание и снятие технологической кромки. Это не должно сказаться на качестве соединения.
Порядок выполнения работы на обжимном оборудовании для изготовления или ремонта рукавов высокого давления.
- Выбор плашки, соответствующей диаметру шланга и фитинга.
- Установка ее в гнездо, проверка надежности.
- Монтаж соединительного элемента на рукав.
- Проверка величины опрессовочного воздействия.
- Установка заготовки в станок для опрессовки и его активация.
Длительность воздействия определяется размерами детали и характеристиками оборудования. Эти данные можно взять из технического паспорта.
Во время выполнения процедуры нельзя проворачивать или иным способом изменять положение рукава. Это может сказаться на качестве обжима.
Классификация опрессовочного оборудования
Станки для подобной обработки востребованы во всех типах производства, автомобилестроения, химической и пищевой промышленности. Они отличаются техническими и эксплуатационными характеристиками, а также конструкцией.
Важно изначально определиться с планируемым объемом производства. Если оборудование предназначено для ремонта гидравлических шлангов высокого давления автомобильной техники – можно выбрать недорогой станок, но с минимумом функций
Для постоянной эксплуатации потребуется модель с большей производительностью.
Существует определенная классификация, знание которой поможет выбрать оптимальный вариант:
- стационарный или переносной. Первые используются для комплектации производственной линии. Переносные предназначены для проведения оперативных ремонтных или профилактических работ;
- производительность. Учитывается время смены плашки, скорость изготовления одного РВД;
- тип привода. Для небольших объемов работ по изготовлению РВД используют ручные модели. Электрические отличаются высокой надежностью, но для их работы необходимо подключение к сети. Гидравлические чаще всего имеют большие размеры, так как для создания воздействия в их комплектации присутствует компрессор или баллоны со сжатым воздухом.
Главным является тип задачи, которую должно выполнять это оборудование. Учитывается не только производительность, но и эксплуатационные качества.
Для стационарных моделей потребуется обустроить монтажную площадку, так как их масса достаточно велика.
Совет по выбору станка
Промышленное или ремонтное оборудование имеет определенные технические характеристики. Они являются основным критерием выбора. Поэтому предварительно необходимо изучить параметры готового изделия и подобрать обжимной станок, который бы соответствовал им.
Основные параметры выбора:
- усилие опрессовки, тонн;
- максимальный и минимальный диаметр РВД. Учитывается количество слоев оплетки;
- для электрических моделей – напряжение в сети;
- максимальное значение раскрытия кулачков, мм;
- габариты и вес;
Важное значение придается плашкам. Они могут быть как опрессовочные, так и маркировочные
В некоторых случаях потребуются специальные конструкции для ограниченного обжима изделия. Они изготавливаются под заказ.
Преимуществом опрессовочного станка является его универсальность. С его помощью можно не только изготавливать качественные РВД, но и делать обжим любых изделий
Важно, чтобы они соответствовали параметрам оборудования
Обзор и сравнение опрессовочных станков для РВД
| Артикул | S1MPaket | S2APaket | S10Paket | HM220 | HM375 | HM665 |
| Сила сжатия, т | 75 | 90 | 280 | 140 | 315 | 450 |
| 4 навивки | 1″ | 1″ | 2″ | 1 1/4″» | 3″ | 3″ |
| Промышленные рукава | 1 1/4″ | 1 1/4″ | 4″ | 2″ | 4″ | 10″ |
| max Ø опрессовки, мм | 52 | 63 | 139 | 70 | 165 | 380 |
| Раскрытие кулачков, max, мм | Ø + 10 | Ø + 22 | Ø + 45 | Ø + 35 | Ø + 70 | 120 |
| Вес, кг | 15 | 41 | 24.янв | 285 | 750 | 4200 |
| Тип используемых кулачков | 261 | 263 | 239/237 | 239 | 239/237 | 237/239/247 |
S1M S2A S10 HM 220HB HM 375 iB HM 665