Энциклопедия по машиностроению XXLГильза цилиндров сухаяПОИСК
Содержание:
Гильза — цилиндр
Гильзы цилиндров, устанавливаемые на один двигатель, должны быть номинального размера или расточены и хонингованы до одного общего для всех гильз ремонтного размера.
|
Коленчатый вал. |
Гильза цилиндра 37 изготовлена из специальной сталя и рубашка И — из углеродистой стали, напрессованной на наружный диаметр гильзы. Внутренняя поверхность гильзы для повышения износоустойчивости азотирована на глубину 0 35 — 0 6 мм. На наружной боковой поверхности гильзы нарезаны под.
Гильза цилиндра должна быть износостойкой. В результате трения червяка о внутреннюю поверхность гильзы и химического воздействия материалов и продуктов их разложения гильза интенсивно изнашивается.
Гильзы цилиндров насоса сменные.
Гильзы цилиндров тракторных двигателей служат направляющими для возвратно-поступательного движения поршня. Вместе с поршнем и головкой цилиндров они образуют замкнутый объем, в котором осуществляется рабочий цикл двигателя.
Гильзы цилиндров автомобильных и тракторных двигателей являются крупными тонкостенными втулками. Их изготовляют из заготовок, полученных центробежным литьем, литьем в песчаные формы с корковым стержнем и литьем в оболочковые формы. Наиболее часто гильзы обрабатывают по следующему технологическому маршруту: черновое и получистовое растачивание; черновое и получистовое обтачивание; закалка с помощью ТВЧ и отпуск; чистовое растачивание; гидравлическое испытание, предварительное и чистовое хонингование; шлифование поясков и бурта; подрезка торцов и обтачивание наружной поверхности бурта; тонкое хонингование.
|
Конструкция гильз цилиндров. |
Гильзу цилиндров устанавливают в блок-картер сверху. Бурт / входит в кольцевую выточку блок-картера. Нижняя часть гильзы размещается в гнезде подвижно, благодаря чему не возникает препятствий изменению ее длины при нагревании и охлаждении. Чтобы предотвратить просачивание воды из рубашки в картер, в канавки гнезда или на гильзе устанавливают уплотняющие кольца 6, изготовленные из специальной резины. В двигателях с воздушным охлаждением каждый цилиндр изготавливается отдельно.
Часто гильзы цилиндров выполняют вставными, что позволяет использовать для рабочих поверхностей цилиндров более износостойкие, хотя и дорогостоящие материалы. Гильзы, непосредственно омываемые охлаждающей жидкостью, называются мокрыми. У неко — торых двигателей в верхнюю наиболее изнашиваемую зону гильзы впрессовывают вставки длиной 50 — 60 мм из износостойкого чугуна ( например, нирезиста), чем значительно увеличивают срок службы гильзы. Внутренняя часть гильзы, которая направляет движение поршня вместе со вставкой, подвергается тщательной обработке резанием, в результате чего образуется поверхность, называемая зеркалом цилиндра. Двигатели, показанные на рис. 6 — 9, имеют мокрые вставные гильзы.
Часто гильзы цилиндров выполняют вставными, что позволяет использовать для рабочих поверхностей цилиндров дорогостоящие более износостойкие материалы. Гильзы, непосредственно омываемые охлаждающей жидкостью, называются мокрыми. У некоторых двигателей в верхнюю, наиболее изнашиваемую зону гильзы впрессовывают вставки длиной 50 — 60 мм из износостойкого чугуна, что значительно увеличивает срок службы гильзы. Внутренняя часть гильзы, которая направляет движение поршня вместе со вставкой, подвергается тщательной обработке резанием, в результате чего образуется поверхность, называемая зеркалом цилиндра. Двигатели, показанные на рис. 4 — 7, имеют мокрые вставные гильзы.
Все гильзы цилиндров в отремонтированном двигателе по внутреннему диаметру должны иметь один и тот же ремонтный размер.
Качество гильз цилиндров часто низкое — эллипсность и конусность превышают 0 10 мм, а 0 03 — 0 05 мм — обычное явление. Следовательно, при наличии таких гильз самые лучшие по прилагаемое в эталонной гильзе кольца покажут повышенный расход масла.
|
Среднее значение максимальных. |
Износ гильз цилиндров после пробега до 200 тыс. км для большинства двигателей не превышал 0 1 мм, при этом средний темп изнашивания составил 0 7 жк / 1000 км, что значительно ниже, чем у двигателей ЗИЛ-120, имеющих хромированное верхнее компрессионное кольцо, для которых темп изнашивания гильз цилиндров составляет 4 5 Л1В / 1000 км.
1 Неподвижные детали и узлы КШМ
2.1.1 Блок–картер цилиндров
Блок–картер цилиндров (далее блок), рис. 2, является остовом двигателя, внутри
которого расположены основные детали, механизмы и системы. Эта деталь
изготавливается методом литья из легированного чугуна или алюминиевых сплавов.
Блок может быть отлит вместе с цилиндрами или иметь вставные цилиндры. В
однорядных и V-образных двигателях с жидкостным охлаждением цилиндры обычно
выполняются в виде моноблока заодно с картером. Конструкция обладает большой
жесткостью. Жесткость блока может быть повышена оребрением перегородок,
расположением плоскости крепления нижней части картера ниже
плоскости разъема коренных подшипников, применением туннельного картера, не
имеющего плоскостей разъема по коренным подшипникам.
Рис. 2. Блок цилиндров
2.1.2 Гильзы цилиндров
Цилиндры
являются направляющими устройствами для движения поршней. Двигатели со сменными
(вставными) цилиндрами отличаются высокой ремонтопригодностью. В зависимости от
того, омываются гильзы цилиндров охлаждающей жидкостью или нет, различают мокрые
и сухие гильзы.
Сухие гильзы устанавливают по всей длине цилиндра, рис. 3а или только в его
верхней части, рис. 3б, где наблюдается максимальный износ поверхности цилиндра.
Применение вставных сухих гильз позволяет увеличить износостойкость поверхности
при малых затратах дорогостоящих легирующих примесей. Сухие гильзы
запрессовывают или вставляют по скользящей посадке с зазором 0,01…0.04 мм.
Окончательно поверхность сухой запрессованной гильзы обрабатывают после
запрессовки гильзы в блок цилиндров. Сухие гильзы при скользящей посадке
характеризуются худшим теплоотводом и большой неравномерностью радиальной эпюры
температур, что вызывает местные деформации деталей.
|
|
|
|
|
|
|
Рис. 3. Гильзы цилиндров
При использовании мокрых гильз упрощается конструкция отливки блока, появляется
возможность использования для гильз более дорогих, но износостойких материалов,
улучшается теплоотвод и уменьшается неравномерность нагрева цилиндров, снижается
трудоемкость ремонта. Мокрые гильзы, рис. 3 в, г, можно заменять в случае их
повреждения. Опорные плоскости гильзы могут быть расположены в верхней части
блока, рис. 3в, или в приливе нижней части блока, рис. 3г. При сухих
запрессованных гильзах жесткость блока больше, чем при мокрых гильзах. Для
обеспечения надежного газового стыка между гильзой и головкой блока торец гильзы
должен несколько выступать над опорой плоскостью блока на 0,05…0.15 мм в
зависимости от диаметра гильзы и конструкции уплотняющей прокладки. Уплотнение
нижнего стыка мокрой гильзы и блока достигается с помощью уплотнительных
резиновых или металлических колец, рис. 3 д поз.1, рис. 3 е поз.2.
Мокрая гильза
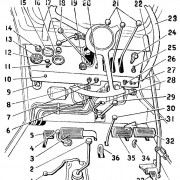
Поскольку мокрые гильзы обеспечивают лучший отвод тепла, такие гильзы применяют в форсированных двигателях. Мокрые гильзы, в частности, имеют тракторный дизель СМД-14 ( рис. 314), автомобильные карбюраторные двигатели М-24, ЗИЛ-130 и др. Изношенные мокрые гильзы в большинстве случаев не ремонтируют, а заменяют новыми без снятия двигателя с шасси.
Поскольку мокрые гильзы обеспечивают лучший отвод тепла, такие гильзы применяют в форсированных двигателях. Мокрые гильзы, в частности, имеют тракторный дизель СМД-14 ( рис. 35), автомобильные карбюраторные двигатели ГАЗ-21 ( рис. 36, 37), ЗИЛ-130 ( см. рис. 22) и др. Изношенные мокрые гильзы в большинстве случаев не ремонтируют ( расточка и шлифовка), а заменяют новыми без снятия двигателя с шасси.
При установке мокрой гильзы в блок-картер добиваются, чтобы охлаждающая жидкость не попадала в поддон картера и в цилиндр и чтобы обеспечивалась возможность свободного изменения длины гильзы при ее нагревании и охлаждении.
При использовании мокрых гильз достигаются следующие преимущества: упрощается литье блок-картеров, имеется возможность применения более износостойких материалов, повышается теплоот-вод и уменьшается неравномерность нагрева, снижается трудоемкость ремонта.
В стенках мокрых гильз при изменении положения шатуна п направления действия нормальных сил возникают динамические деформации, вызываемые ударами поршня при его перекладке в в. Амплитуда ударных сил во многом зависит от зазора в паре поршень — гильза п от профиля поверхности поршня но высоте.
Верхний фланец мокрой гильзы двигателя ГАЗ-21 входит в проточку блока и через прокладку надежно зажимается головкой цилиндров; в нижней части гильза уплотняется кольцевой прокладкой из маслоупорной резины.
|
Продольный разрез двигателя ГАЗ-21. / — блок-картер. 2 — мокрая гильза. 3 — поршень с юбкой облегченного типа. |
В блок-картере мокрую гильзу устанавливают в двух направляющих поясах ( см. рис. 22, 35), причем диаметр верхнего направляющего пояса выполняют несколько большим, чем диаметр нижнего.
В блок-картере мокрую гильзу устанавливают в двух направляющих поясах ( см. рис. 308 и 314), причем диаметр верхнего направляющего пояса выполняют несколько большим, чем диаметр нижнего.
На наружной поверхности мокрой гильзы имеются два точно обработанных пояса. Посадка верхнего пояса гильзы выполнена с зазором, чтобы предохранить металл от трещин при тепловом расширении. Верхним поясом гильза опирается на поверхность выточки в рубашке цилиндра. Для предохранения от прорыва газов стык между головкой блока, гильзами и рубашкой цилиндров уплотняется общей алюминиевой, стале — или медноасбестовой прокладкой. При обжатии шпильками головки блока или крышки прокладка деформируется и уплотняет соединение. Нижняя часть мокрой гильзы цилиндра не может быть уплотнена жестко, так как она в процессе работы двигателя нагревается и удлиняется. Здесь применяют подвижную посадку, предохраняющую гильзовую втулку от деформации.
Уплотнение нижнего стыка мокрой гильзы и блока достигается обычно с тгомощыо двух резиновых колец 1 ( рпс.
Блок цилиндров с мокрыми гильзами всегда легче, чем блок-картер, отлитый как одно целое с цилиндрами; однако стоимость его изготовления может быть более высокой. Преимуществом такой конструкции блока цилиндров является устранение брака при литье вследствие нарушения геометрии формы и неравномерности толщины стенок отливки. Благодаря этому обеспечивается более равномерное охлаждение цилиндров, беспрепятственная циркуляция охлаждающей воды и устранение явлений неравномерного нагрева стенок.
|
Уплотнительная прокладка из листов мягкой стали.| Уплотнение газового стыка при помощи кольцевых канавок. |
Для этого торец фланца мокрой гильзы / располагают на 0 05 — 0 30 мм выше верхней плоскости блока 2 ( рис. 63, б), что уменьшает площадь контакта, на которую передается большая часть сил затяжки крепежных шпилек ( или болтов) головки блока.
|
Заготовки автомобильных и тракторных гильз. |
Гильза цилиндра
Чугунные гильзы
Главная страница » Продукция » Гильза цилиндра













Мы предлагаем широкий ассортимент гильз цилиндров, в том числе тонкостенные чугунные гильзы с толщиной стенок всего в 1,2мм, хромированные гильзы, гильзы, прошедшие сульфирование, фосфатизированние, лазерную закалку, плазменную закалку и т.д. Гильзы Therein, Steyr и 102 других серий тонкостенных гильз были названы самыми известными брендовыми продуктами в китайской машинной индустрии.
Гильзы, разработанные в соответствии с характеристиками разнообразных марок двигателей внутреннего сгорания, показывают высокие технические характеристики в течение длительного времени. Они представляют собой полый цилиндр, который вставляется в блок цилиндров. Гильза является одним из наиболее важных функциональных компонентов двигателя. Так как гильза намного прочнее других компонентов двигателя, поэтому она может избежать повреждений во время трения между поршнем и корпусом цилиндра.
Как правило, в двигателях используются гильзы двух типов: сухие и мокрые. Гильзы сухого типа имеют небольшую толщину, простую конструкцию и легко поддаются обработке. Тем не менее, гильзы мокрого типа напрямую соприкасаются своей поверхностью с охлаждающей жидкостью, что обеспечивает лучший отвод тепла. Кроме того, мы вводим ряд современного оборудования по производству и переработке этого продукта, например, центробежную литейную машину, полировально-шлифовальный станок, токарный станок с ЧПУ, линию фосфатирования и т.д.
Являясь профессиональным производителем и поставщиком гильз цилиндров в Китае, наша компания предлагает широкий ассортимент продукции, в том числе поршни, поршневые кольца, вкладыши подшипников, клапаны и многое другое.
Похожие названия
Втулка цилиндра | Рубашка цилиндра | Внутренняя стенка цилиндра | Вставная гильза цилиндра
- АМЗ
- BENZ
- Caterpillar
- ЧТЗ
- Cummins
- DAF
- DEUTZ
- FIAT
- ГАЗ
- HINO
- IKARUS
- ISUZU
- IVECO
- КАМАЗ
- Komatsu
- Leyland
- MAN
- Mitsubishi
- ММЗ
- МТЗ
- Nissan
- Perkins
- Renault
- СМД
- УМЗ
- UTB
- ВДМ
- VOLVO
- ЯМЗ
- ZETOR
- ЗИЛ
- ЗМЗ
- Dongfeng Chaoyang Diesel
- DEUTZ (Dalian) Engine
- DONG AN
- FOTON
- China National Heavy Duty Truck Group Hangzhou Engine
- Shangchai
- Weichai Power Engine (SINO TRUCK, HOWO)
- FAW Jiefang Automotive (WUXI Diesel Engine Works)
- Weichai Power Yangzhou Diesel Engine
- YUCHAI Diesel Group
- YUNNEI Power
- Weichai (Chong Qing) Power
Обратная связь
Другие продукты
- Поршень цилиндра
- Поршневое кольцо
- Поршневой палец
- Клапан двигателя
1 Меры безопасности при ремонте гильз ДВС
Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной деятельности человека в условиях производства. Охрана труда, является важнейшим разделом в безопасности жизнедеятельности. Охрана труда – это система законодательных актов, социально-экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособность человека в процессе труда
При работе на станках рабочие подвергаются различным опасным и вредным факторам. Так как эти факторы непосредственно влияют на безопасность жизнедеятельности при восстановлении гильз двигателей, то необходимо разработать ряд мероприятий по предотвращению их вредного воздействия.
1.2 Мероприятия по обеспечению нормальных санитарно-технических условий
В процессе труда человек вступает во взаимодействие с предметами, орудиями труда и другими людьми. Кроме того, на него воздействуют различные факторы производственной обстановки, в которой протекает труд. Все это в совокупности характеризует определенные условия труда человека. От условий труда в большей степени зависят здоровье и работоспособность человека, его отношение к труду и его результаты, поэтому улучшение условий труда придает очень большое значение.
Если системами, противодействующими воздействиям вредных факторов на организм, не обеспечиваются нормативные параметры вредных выделений в рабочей зоне, то необходимо выдавать рабочим средства индивидуальной защиты.
Многие производственные процессы сопровождаются выделением в воздух рабочей зоны различного рода загрязнений и тепловых излучений. Вредные вещества проникают в организм человека главным образом через дыхательные пути, а также через кожные покровы и слизистые оболочки.
Для защиты органов дыхания от вредных газов и паров, присутствующих в воздухе в концентрациях, не превышающих ПДК более чем в 15 раз, рекомендуется противогазовый респиратор РПГ-67.
Глаза необходимо защищать при работе с концентрированными химическими веществами, а также при эксплуатации шлифовального и полировального оборудования. Для защиты глаз пригодны полузакрытые или герметичные очки с обыкновенными или коррегирующими бесцветными безосколочными стеклами. Для защиты глаз от пыли и брызг едких жидкостей рекомендуются очки типа ЗПС-80, ЗП2–80, ЗПЗ-80.
Огромное значение для нормализации воздушной среды при восстановлении гильз имеет вентиляция, с помощью которой можно достичь удаления загрязненного или нагретого воздуха из помещений и подачей в него свежего воздуха.
В зависимости от способа перемещения воздуха различают вентиляцию естественную и механическую.
При естественной вентиляции воздух поступает и удаляется через щели, окна, двери и т.п. Если перемещение воздуха производят с помощью вентиляторов, то такую вентиляцию называют механической. В зависимости от направления потока воздуха вентиляция бывает приточной и вытяжной. По зоне действия различают общеобменную, местную и смешанную вентиляции.
Местную механическую вентиляцию проектируют в случае фиксированных мест вредных выделений в конструкции оборудования или технологического процесса. У гальванических ванн, абразивно-заточного и другого оборудования, имеющего места интенсивного вредного выделения, проектируют зонты, бортовые, щелевые и другие устройства для их местного удаления. Кроме того, в помещениях с таким оборудованием проектируют общеобменную вентиляцию, чтобы уменьшить концентрацию загрязнений в окружающем воздухе.
Правильное проектирование и рационально выполненное освещение помещений на предприятии оказывает положительное влияние на работающих, способствует повышению качества продукции, благоприятствует более высокой производительности труда, обеспечению его безопасности, снижает утомляемость и травматизм на производстве, сохраняет высокую трудоспособность в процессе труда.
Учитывая это, рационально использовать смешанное освещение, в котором будет сочетаться естественное, а именно боковое односторонне освещение и искусственное (рабочее) освещение.
К рациональному освещению будут предъявляться следующие требования: соблюдение норматива освещенности, равномерное распределение светильников; в поле зрения не должна быть прямой и отраженной блеклости. Нормы освещенности для различных помещений ремонтных предприятий указаны в справочной литературе .
Большое влияние на самочувствие работающих оказывает шум, создаваемый оборудованием
Сильный шум вызывает перегрузку слухового аппарата, слуховое утомление, понижает внимание, воздействует на элемент центральной нервной системы, что может содействовать возникновению несчастного случая
Причиной возникновения шума является вибрация. Для снижения вибрации, воздействующей на работающих, применяют следующие методы: ослабление вибрации в источнике, применение средств виброзащиты; расположение станков на 1-м этаже помещения, на отдельных фундаментальных плитах; применение амортизаторов (резиновой прокладки).
Одним из важнейших мероприятий является соблюдение требований техники безопасности рабочими при работе на станках: чистку, смазку, регулировку механизмов и установку деталей производить при остановленном станке с выключенным электродвигателем; измерения и другие рабочие приемы производить только при остановленном станке; запрещается работать на неисправном станке и т.д.
Гильза — цилиндр — двигатель
Другой пример представлен на рис. 272, изображающем узел гильзы цилиндра двигателя внутреннего сгорания, непосредственно охлаждаемой водой. Конструкция, в которой гильза зафиксирована в двух точках — верхним буртиком и уплотняющим буртиком ( рис. 272, а), ошибочна. При нагреве гильзы в узле возникают термические усилия, сжимающие гильзу и растягивающие рубашку. В правильной конструкции ( рис. 272, б) гильза зафиксирована только верхним буртиком. Уплотнение выполнено скользящим; гильза имеет возможность свободно перемещаться относительно рубашки.
Приводим пример расчета нормы штучного времени на предварительную обработку гильзы цилиндров двигателя трактора ДТ-54 ( фиг.
Металлографический анализ трущихся поверхностей изношенных хромированных штоков выхлопных клапанов и гильз цилиндров двигателей показал, что в некоторых случаях при работе этих деталей в условиях повышенных температур на поверхности хрома образуются серые слои, не поддающиеся химическому травлению в реактивах: 4 % — ном растворе азотной кислоты, в спирте, в 20 % — ном растворе соляной кислоты.
Высококачественную закалку применяют для деталей: шеек коленчатых валов, гильз цилиндров двигателей внутреннего сгорания, режущих инструментов, зубьев шестерен, цилиндровых втулок, штоков, тарелок клапанов насосов, стволов крюков и вертлюгов, ответственных болтов и шпилек. Поверхностный слой детали после закалки получается глубиной до 5 мм.
К числу деталей трактора, изготавливаемых из легированного чугуна, относятся гильзы цилиндров двигателя.
Характер коррозии в двигателе внутреннего сгорания зависит от степени увлажнения поверхности гильз цилиндров двигателя.
Разработанная установка ионного азотирования предназначена для упрочнения коленчатых и распределительных валов, гильз цилиндров двигателей, зубчатых колес, режущего и штампового инструмента и других деталей.
Стали марок 38XAUOA и 38ХВФЮ применяются для наиболее ответственных деталей машиностроения — гильз цилиндров двигателей внутреннего сгорания, распределительных валиков, пальцев, шестерен, деталей приборов.
На рис: 1 — 21, б показано приспособление для зажима тонкостенных гильз цилиндров двигателя внутреннего сгорания при их расточке. Здесь гильза 2 зажимается с помощью резинового шланга 3, который закреплен в спиральной канавке корпуса 4 патрона, закрепленного своим основанием 5 на столе 6 станка.
|
Области получения наиболее твердых ( Т и наиболее износостойких ( И осадков хрома. электролит с 250 г / л СгО. 2 5 г / л Н. РО. |
Пористые покрытия, обладающие высокими антифрикционными свойствами и износостойкостью, применяют для нанесения на гильзы цилиндров двигателей внутреннего сгорания, поршневые кольца и некоторые другие детали. Эти покрытия за счет пористости, выявляемой в покрытии путем анодного травления, или предварительного нанесения на поверхность основного металла специальных углублений, способны удерживать на своей поверхности смазочные масла в условиях воздействия высоких рабочих температур.
|
Хонинговальная головка для алмазного хонингования пакета поршневых колец. |
В результате хонингова-ния таким способом удается обеспечить хорошее прилегание наружной поверхности поршневых колец к рабочей поверхности гильз цилиндров двигателей.
В табл. 19 приведены данные , характеризующие влияние отпуска на механические свойства серого чугуна, применяемого для гильз цилиндров двигателей внутреннего сгорания.
В масляной ванне 4, установленной на станине сверлильного станка, закреплено чугунное кольцо 3, сделанное из материала гильзы цилиндра двигателя ГАЗ-51. О верхний торец кольца 3 трутся дпа облученных по Fe69 чугунных сухаря 2 из кусочков поршневого кольца двигателя ГАЗ-51.
1.1 Общие вопросы безопасности труда
Создание
безопасных и здоровых условий труда на каждом рабочем месте является главной
задачей всех руководящих и инженерно-технических работников
сельскохозяйственных предприятий. Администрация обязана соблюдать требования
государственных стандартов, норм и правил по охране труда, осуществлять
мероприятия по технике безопасности и производственной санитарии, принимать необходимые
меры по предупреждению несчастных случаев.
Важнейшее
значение имеет обучение работающих безопасности труда, которое осуществляется в
соответствии с ГОСТ 12.0.004–90 на всех предприятиях и в организациях,
независимо от степени опасности. Вновь принятых или меняющих работу рабочих
должны обучать в учебных мастерских (в цехах, на участках) безопасным приёмам
работы инструкторы, на рабочем месте – высококвалифицированный рабочий,
бригадир, мастер, имеющий соответствующую подготовку. Производственное обучение
производится с помощью инструктажей.
Различают
следующие виды инструктажа:
1)
вводной
инструктаж (его проводит инженер по охране труда со всеми приглашаемыми на
работу);
2)
первичный
инструктаж (на рабочем месте до начала производственной деятельности);
3)
повторный
инструктаж (со всеми рабочими по безопасным приёмам и методам работы);
4)
внеплановый
инструктаж (в случаях введения новых или переработки стандартов, правил,
инструкций, замены оборудования инструмента и т.п., при аварии, травме, пожаре,
перерыве в работе более 30 календарных дней;
5)
целевой
инструктаж (при выполнении разовых работ, ликвидации аварий, бедствий,
катастроф) .