Что такое катализатор
Содержание:
- 1 Методы обогащения отходов
- 2 Продажа отработанных катализаторов
- 3 Ошибка P0420
- 4 Промышленное извлечение драгоценных металлов
- 5 Есть ли смысл извлекать металлы
- 6 Масса — катализатор
- 7 Изменение — вес — катализатор
- 8 Массы — катализатор
- 9 Виды принимаемых отходов катализаторов
- 10 Насыпной вес — катализатор
- 11 Катализаторы и пламегасители
- 12 Сколько весят и сколько стоят катализаторы
- 13 ВЫВОДЫ
Методы обогащения отходов

Для решения проблем переработки автомобильных составляющих, содержащих благородные металлы, используют гидрометаллургический и пирометаллургический методы.
Исходник для переработки (в случае катализатора) содержит большое количество керамического носителя и незначительную концентрацию драгметалла.
При переработке отходов радиоэлектроники исходником является лом комплектующих, содержащих, как правило, в своем составе частицы пластиков.
Задачей переработки отходов автомобильных деталей является получение полуфабрикатов, пригодных для вторичной переработки.
Гидрометаллургический метод извлечения благородных металлов состоит из следующих основных этапов:
- первичного выщелачивания отходов смесями кислот, состав которых зависит от качественного и количественного содержания драгметаллов в исходнике, при температурах выше 100 °С;
- многократной промывки нерастворимого в кислотах носителя водой;
- сушки полуфабриката при 200 °С и прокаливания при температурах порядка 600 °С.
Примеры использования гидрометаллургического метода обогащения при переработке катализаторов автомобилей Mersedes-Benz, Honda, Volvo на основе платиноидов представлен в патенте 2209843 «Способ извлечения платиновых металлов из автокатализаторов» Шипачева В.А. 2008 года.
 При использовании пирометаллургического метода переработка отходов происходит в несколько следующих стадий:
При использовании пирометаллургического метода переработка отходов происходит в несколько следующих стадий:
- Дробления исходного сырья и сортировки его частиц по размеру.
- Приготовления исходной шихты.
- Плавки дробленого продукта при температуре 3000 °С в плазменно-дуговой печи с образованием расплавов драгметаллов, керамики и металлических носителей.
- Периодическом сливе расплавов шлаков, расслаивающихся за счет разницы в плотностях металлов и керамики: расплав керамики остается вверху, расплав драгметаллов в металле-коллекторе (меди, железе) сливается из печи.
- Гранулирования жидкого расплава, содержащего драгметаллы.
Итоговый продукт гранулирования, на 3-15% обогащенный драгметаллами, является пригодным сырьем для аффинажных производств, далее выделяющих драгоценные металлы с максимальной степенью чистоты.
Примеры переработки деталей электроники данным методом представлены в патенте 2521766 «Способ переработки электронного лома» Старших В.В. от 10.07.2014.
Продажа отработанных катализаторов
Продавать отработанные катализаторы можно ряду компаний, связанных с аффинажными предприятиями договорами на вторичную переработку полученного ими обогащенного сырья.
Контакты данных компаний доступны через интернет-сайты, там же представлена информация о порядке приема и оплаты сданного катализатора.
В качестве примеров данных компаний можно привести такие организации, как:
- ООО «Катутиль»;
- «Скупка Катализаторов»;
- научный центр «Академия благородных металлов»;
- компания «AutokatRecycle»;
- ООО «Экспром», принимающие и перерабатывающие катализаторы со всей России.

Перед заключением договора купли-продажи компания проводит анализ катализатора на предмет того, какой ценный элемент в нем содержится и в каком количестве.
По итогу анализа определяется стоимость сделки. В среднем для иномарок цены за 1 кг катализатора варьируются от 5000 до 15000 рублей, в зависимости от марки автомобиля.
Так, наибольшей стоимости достигают катализаторы автомобилей Hummer, Land Rover, Infiniti, Jeep GrandCherokee, Lexus, Mersedes-Benz.
Цены на отечественные катализаторы указываются в районе 1500 руб/кг.
Ошибка P0420
Этот же форестер, имея 2,5 литровый двигатель, был туповат, динамика «никакая» не давал нырять и заскакивать (играть в шашки), на низах цеплял отвратительно. Первое время я не обращал на это внимания, все откладывал, «пока просто буду ездить», думал я.
Однажды в выходные собрались ехать к теще — 350 километров. Едем спокойно, не обгоняю, т.к. машина не имеет динамики, поставил круиз на 110 и отдыхаю, слушаю музыку. Но обгонять приходилось все-равно: деревенские грузовики, едущие на скорости 60-70 км/час то и дело выскакивали на трассу, груженные фуры, старые ПАЗики и т.д. в общем, газом приходилось работать и нет-нет, да и жать педаль почти в пол. Проехав почти 300 километров, загорелся чек! В этот момент я ехал на круизе, кайфуя от музыки и вида за окном. И тут «бац» — круиз отключается и начинает мигать индикатор круиза, загорается лампа «отключение системы стабилизации» и естественно горит чек — таким образом на Subaru Forester включается «Аварийный режим».
Аварийный режим
Естественно сразу остановился, испуг. Первая мысль — «накрылся круиз», но почему тогда чек загорелся, непонятно. В общем, решил сбросить ошибку самостоятельно по старинке — снял клеммы с аккумулятора минут на 10. Не тут-то было — все также горит. Благо, до пункта назначения оставалось совсем чуть-чуть, каких-то 50 километров. Вечер субботы, нужно хорошее СТО, где есть сканер, чтобы определить ошибку и сбросить ее. И о чудо! В первом же СТО есть компьютерная диагностика и оно открыто!
Подключили — ошибка P0420 «Недостаточная эффективность каталитического нейтрализатора газов»
вроде дословно звучит так. Вердикт — забить
, но если ошибка загорится и будет беспокоить, тогда выбивать катализаторы.
И ошибка начала беспокоить, пока доехали до дома сбросил 3 раза. Для этого пришлось купить за 500 рублей OBD 2 сканер б/у, такой как на фото ниже 1 в 1. Т.к. подключение сканером на СТО стоит минимум 500 рэ.

ELM 327 сканер
Кстати, ошибка эта самодиагностируется, точнее автомобиль Subaru Forester в кузове SH позволяет диагностировать ошибки самостоятельно на панели. Итак, вот последовательность действий самодиагностики субару форестер SH5, SH9:
1. Включаем зажигание
2. Включаем ближний
3. 4 нажатия на кнопку одометра
4. Выключаем ближний
5. 4 нажатия на кнопку одометра
6. Включаем ближний
7. 4 нажатия на кнопку одометра
Если не получается с нажатиями в количестве 4 раза, попробуйте тоже самое, но только по 3 нажатия.
Самодиагностика ошибки на Subaru Forester SH — можно увидеть код ошибки в окне одометра (пробега)
Промышленное извлечение драгоценных металлов
Выгодно заниматься извлечение вещества – катализатора можно только в промышленном случае, когда одно и то же количество реактива способно отделить драгоценный металл ни с одного, а сразу с нескольких сотен катализаторов. Этим пользуются и специальные пункты по скупке металлолома и автомобильных комплектующих. Например, они скупают автомобильные аккумуляторы, ради последующего извлечения из них свинца, который затем выгодно продается производителям аккумуляторных батарей.

Точно также они поступают и с катализаторами. Поэтому выгодней всего просто продать катализатор скупщику и получить от этой операции гораздо больше финансовой выгоды, чем от попыток самостоятельно извлечь металлы.
Есть ли смысл извлекать металлы
В автомобильных катализаторах, производимых в разных частях мира, могут быть применены различные металлы – катализаторы, где-то это платина, а где-то – золото. Иногда в их составе можно обнаружить и серебро. Однако общее количество драгоценных металлов будет небольшим, порядка нескольких граммов.

Если учесть стоимость драгоценных металлов в перерасчете на 1 грамм, то можно прийти к выводу, что их извлечение имеет место. Однако финансовой выгоды от такого мероприятия не будет, поскольку приобретение реактивов, способствующих выделению данных металлов, потребует не малых средств.

Масса — катализатор
Масса катализатора, подлежащего анализу, вероятнее всего может оказаться засыпанной в одну кучу или тару, либо рассыпанной в несколько куч или емкостей. В первом случае исходную пробу отбирают просто из кучи или емкости, как из единого целого, с соблюдением соответствующих правил отбора средних проб. Во втором случае операция отбора пробы несколько усложняется, поскольку она должна быть отобрана как средняя для всех частей катализатора.
Масса катализатора за счет отложения ванадия, никеля и серы возрастает в 1 5 — 2 раза. Таким образом, отработанные катализаторы нефтепереработки также являются хорошим сырьем для получения ванадия и никеля.
Масса катализатора 2 2 г, средняя температура в слое 41 РС, давление атмосферное.
Масса катализатора 2 2 г, средняя температура в слое 41 С, давление атмосферное.
Масса катализатора, подлежащего анализу, вероятнее всего может оказаться засыпанной в одну кучу или тару, либо рассыпанной в несколько куч или емкостей. В первом случае исходную пробу отбирают просто из кучи или емкости, как из единого целого, с соблюдением соответствующих правил отбора средних проб. Во втором случае операция отбора пробы несколько усложняется, поскольку она должна быть отобрана как средняя для всех частей катализатора.
Не вся масса катализатора обладает активными свойствами, а лишь отдельные его участки, называемые активными центрами. Чем меньше частицы катализатора, тем более развита его поверхность, тем активнее катализатор.
При регенерации масса катализатора, смешанная с особой насадкой, раскаляется за счет теплоты реакции сжигания кокса, и вслед за этим в реактор подают пары бутан-бутиленов для дегидрирования. Реакция дегидрирования поглощает тепло, и катализатор вновь остывает. Таким образом, для проведения процесса дегидрирования в реакторе указанного типа используется тепло, выделяющееся при регенерации. Эти реакторы не требуют подвода тепла со стороны, что упрощает схему цеха.
При регенерации масса катализатора, смешанная с особой насадкой, раскаляется за счет теплоты реакции сжигания кокса, § и вслед за этим в реактор подают пары бутан-бутиленов для дегидрирования. Реакция дегидрирования поглощает тепло, и катализатор вновь остывает. Таким образом, для проведения процесса дегидрирования в реакторе указанного типа используется тепло, выделяющееся при регенерации. Эти реакторы не требуют подвода тепла со стороны, что упрощает схему цеха.
А — килограмм-атомная масса катализатора; Na — число Авогадро; б — площадь, занимаемая одним атомом катализатора.
Относительно влияния массы катализатора я нашел, как будет показано ниже, что при реакции изомеризации эфиров P ( OR) 3 в OPR ( OR) 2 имеет место обычная правильность, именно, что скорость изомеризации приблизительно пропорциональна массе катализатора.
Активность единицы массы катализатора ( 1 г) определяется строением поверхности, размерами пор и другими физическими факторами.
Объем и массу катализатора для третьего слоя студенты находят самостоятельно.
Объем и массу катализатора для четвертого слоя при коэффициенте запаса 1 2 и гидравлическое сопротивление при диаметре аппарата 6 5м студенты рассчитывают самостоятельно.
Этой величине равна масса катализатора ( в кг), приходящаяся на 1 кмоль вещества А в исходной смеси.
А на единицу массы катализатора; pg — плотность катализатора; е — порозность слоя катализатора; последний член в этом уравнении представляет собой мольную скорость превращения А на единицу объема реактора. На величину ReA по существу влияют все факторы, обсужденные выше ( стр.
Изменение — вес — катализатор
|
Изотермы адсорбции окиси углеро — 8, 3, Приведена И30. |
Изменение веса катализатора во время протекания каталитического процесса в первую очередь может быть обусловлено адсорбцией реагирующих веществ или продуктов реакции
Для определения механизма той или иной каталитической реакции очень важно знать, происходит ли адсорбция на поверхности катализатора всех компонентов реакционной смеси или только одного какого-либо вещества.
|
Стеклянный безградиентный реактор с металлическим винтовым циркуляционным насосом. 1 трубка для ввода реакционной смеси. 2, 3 — трубни для вывода продуктов реакции и отбора проб на анализ с обеих сторон слоя катализатора. 4 — корпус металлического циркуляционного насоса. 5 — внутренний цилиндр реактора. 6 — корзинка для катализатора из сетки — 7 — отверстия в стенках внутреннего цилиндра. 8 — наружный цилиндр реактора. 9 — остов насоса. 10, 11 — шлифы. 12 — пружина из кварцевой нити. 13 — сальник. 14 — уплотнения из стеклонитей. |
Были разработаны две конструкции реакторов, позволяющих следить за изменением веса катализатора, обрабатываемого реакционной смесью требуемого состава в условиях отсутствия перепада концентраций компонентов смеси и температуры по слою контакта.
В отличие от фазовых переходов, топохимические превращения сопровождаются изменением веса катализатора. Это происходит, например, при дегидратации гидроксидов, термическом разложении карбонатов и в ходе других процессов. Термогравиметрические ( ТГ) данные, получаемые при непрерывной регистрации изменения веса образца, дополняют данные ДТА.
При использовании этого метода расширяется возможность контроля скорости реакции: о ней можно судить и по изменению веса катализатора в результате уменьшения адсорбции исходного вещества в ходе процесса. По сравнению с обычным статическим методом данный метод характеризуется следующими особенностями.
Из уравнения ( 3) видно, что в тех случаях, когда адсорбируются не очень большие объемы газов, а отношение их молекулярных весов значительное, изменение веса катализатора при адсорбции таких газов определяется в основном поглощением компонента с большим молекулярным весом.
В основе термовесового метода льяит принцип по которому при нагревании учитываются изменения, приводящие к уменьшению веса изучаемого катализатора. Изменение веса катализаторов при формировании во время их нагревания зависит от выделения воды, кислорода.
Потеря воды ТЮа-катализаторами в интервале температур 350 — 450 С одного порядка для обеих серий и соответствует конденсации ОН-групп. При температурах 450 — 800 С изменение веса катализаторов не было обнаружено.
Закономерности самого этого процесса и взаимосвязь его с процессами восстановления и катализа представляют большой теоретический и практический интерес. Накопление органических веществ и восстановление V2O5 должны изменять вес контакта. Поэтому целесообразно было использовать весовую методику для исследования изменения веса катализатора как при каталитическом окислении нафталина в безградиентных условиях с одновременным определением активности контакта, так и при восстановлении контакта нафталино-азотной смесью и окислении восстановленного катализатора кислородом воздуха.
Были разработаны две конструкции реакторов, позволяющих следить за изменением веса катализатора, обрабатываемого реакционной смесью требуемого состава в условиях отсутствия перепада концентраций компонентов смеси и температуры по слою контакта. Большинство опытов проведено в стеклянном приборе ( рис. 1), который представляет собой совмещение безградиентного реактора с пружинными весами из кварцевой нити. Равномерность потока, создаваемого винтовым циркуляционным насосом, позволяет производить отсчеты изменения веса по катетометру и без остановки насоса. Для получения достоверных воспроизводимых данных об изменении веса катализатора необходимо строго, с точностью 1 С, термостатиро-вать кварцевую пружину весов вместе с устройством для ее подвеса. Принципиальное устройство металлического безградиентного аппарата ( рис. 2) аналогично устройству стеклянного.
Массы — катализатор
Насыпные массы катализаторов, синерезис которых протекал при температуре 50 — 65 С, значительно ниже, чем у катализаторов, выдержанных при 40 С. Понижение насыпной массы свидетельствует об увеличении пористости катализаторов, что подтверждается увеличением удельного объема пор ( от 0 402 до 0 655 см3) за счет содержания крупных пор.
Полученные результаты характеризуют активность всей массы катализатора без учета доли кристаллической фазы в нем, которая может существенно отличаться для образцов с различным химическим составом, имеющих неодинаковую стабильность при принятых условиях высокотемпературной паровой обработки. Из полученных данных видно, что исследованные образцы по активности единицы кристаллической фазы располагаются в следующей последовательности: NaHY NaLaHY NaCaHY
Обращает на себя внимание то, что в изученных условиях для каждой обменной формы активность единицы кристаллической фазы мало зависит от химического состава цеолита. По-видимому, сложные процессы изменения физико-химических свойств и структуры, протекающие при высокотемпературной обработке цеолитов, в определенной степени нивелируют влияние их химического состава, и определяющими факторами являются содержание цеолитной фазы и тип обменного катиона.
В аппаратах КС идет одновременно отравление всей массы катализатора в данном слое, причем для яда доступна не только наружная, но и вся внутренняя поверхность зерна ввиду его малого размера.
Значительные осложнения вносят также тепловые сопротивления реагирующей среды и массы катализатора, которые нередко бывают весьма велики вследствие недостаточной их теплопроводности. Совокупность всех этих трудностей приводит к тому, что изотермичность при прямо-проточной работе на практике не достигается и в зоне реакции всегда имеются те или иные колебания температур, присущие политропическому оперированию. Как следствие, изотермический режим следует рассматривать только как теоретический эталон для оценки эффективности других, более доступных, методов ведения односторонних процессов.
Если по каким-либо причинам требуется полное удаление посторонних ионов из массы катализатора, применяют методы электродиализа или электрофильтрации.
Кроме того, повышенный насыпной вес этого балласта затрудняет транспорт всей массы катализатора в системе установок.
А обычно выражают через скорость р-ции, отнесенную к единице объема или массы катализатора.
|
Построение кривых распределения объема пор по их радиусам. |
Каталитическая активность — это скорость реакции, отнесенная к единице объема или массы катализатора.
Активность твердых катализаторов измеряют скоростью реакции, отнесенной к единице объема или массы катализатора. Удельная каталитическая активность определяется активностью единицы его поверхности. Установлено, что удельная каталитическая активность твердых катализаторов приблизительно постоянна и определяется лишь химическим составом катализатора. Лишь для некоторых структурно-чувствительных реакций при невысоких температурах удельная каталитическая активность зависит от структуры поверхности катализатора, а следовательно, и от — способа его приготовления.
Поскольку коксоотложения зачастую достигают значительных величин ( до 10 — 20 % от массы катализатора), логично предположить, что они могут вызвать закупорку пор и таким образом снизить доступность внутреннего объема таблетки для реагентов. Авторы нашли, что при крекинге — бутана и фенантрена величины удельных поверхностей изученных катализаторов снижаются на 22 и 33 % при коксоотложениях 2 8 и 10 4 % ( масс.) соответственно. В уменьшение поверхности не обнаружено, однако в этой работе коксоотложение было мало и составило величину около одного процента.
Любой массивный катализатор работает только своей поверхностью, которая по количеству составляет ничтожную часть от всей массы катализатора.
При гетерогенном катализе катализатор работает только своей поверхностью, которая по количеству составляет небольшую часть от всей массы катализатора.
Оптимальная концентрация ванадия, молибдена также находится в области Ы0 — 4 — Ы0 — 3 % от массы катализатора. При этом выход бензина увеличивается на 2 0 — 2 5 вес.
Шарики прочны, каждый из них до раздавливания выдерживает нагрузку в 90 кг, которая превышает давление всей массы катализатора в бункере.
Виды принимаемых отходов катализаторов
Очерчивая круг каталитических реагентов и устройств на их основе, можно выделить основные разновидности их лома, который достаточно несложно сдать как вторичное сырье:
Автомобильные каталитические нейтрализаторы — катализаторы. Представляют собой своеобразный фильтр на базе сотовой конструкции из металла или керамики. Ее поверхность покрывается платиноиридиевым сплавом, что и вызывает интерес к отработанному катализатору. Состав покрытия включает не только платину, а и прочие дорогостоящие элементы: палладий и родий;

Автомобильные катализаторы отработанные
Промышленные. Это вещества комплексного состава, исполненные в разнообразных формах: шариковые, стержневые, кольцеобразные, гранулированные и прочие. Изготавливаются на металлической или керамической основе и классифицируются по содержанию каталитического реагента. Это может быть как монометалл: платина, родий или палладий, так и биметаллическая структура (Pt-Rh, Pd-Rh), а также вещество включающее все три компонента;

Промышленные катализаторы
Содержащие серебро. Этот драгоценный металл также оказывается каталитическим реагентом. Он – составной компонент катализаторов, применяемых в синтезе этиленоксида, а также содержится внутри фильтров противогазов. В частности модели дополнительных патронов к противогазам: ДП-2, ДП-4 содержать порошковую угольную смесь с кристаллическим серебром;

Фильтры противогазов. Не каждый такой фильтр содержит ценные материалы. Нужно изначально знать состав.
Катализаторы нефтеперерабатывающей промышленности. Сюда относятся реагенты, используемые в риформинге (кристаллы платины на оксиде алюминия) и гидрокрекинга (содержат никель, молибден);
Катализаторы нефтеперерабатывающей промышленности применяются для термического крекинга
Прочие. Любые виды катализаторов содержащие драгоценные или редкие металлы.

Катализатор алюмопалладиевый АПК-2
Следует отметить, что содержание дорогостоящих элементов в катализаторах невысокое. Более того, эта величина падает в процессе эксплуатации. Это связанно непосредственно, с действием реагентов, вступая в реакцию, они теряют часть собственных атомов, а соответственно и массы. Поэтому отработанные катализаторы характеризуются значительно меньшим содержанием палладия, родия, платины и прочих дорогостоящих металлов, чем их новые аналоги — об этом мы подробно писали в статье — Рассуждаем на тему — бизнес на автомобильных катализаторах.
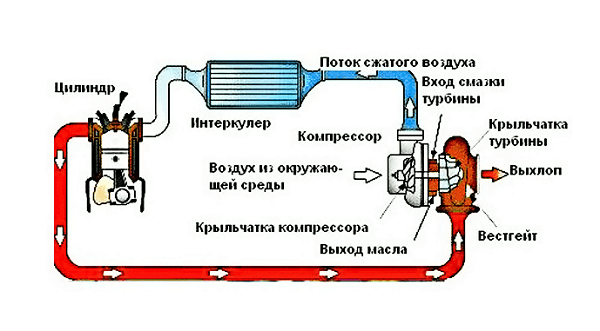
Интересное видео: Как устроен автомобильный катализатор?
Насыпной вес — катализатор
Насыпной вес катализатора определяют следующим образом. Катализатор засыпают в мерный цилиндр емкостью 100 см3 и хорошо уплотняют осторожным постукиванием о деревянную подставку, доводя его объем точно до 100 см3, затем взвешивают и, разделив найденный вес катализатора на объем ( в данном случае на 100), находят величину насыпного веса.
Принимается, что насыпной вес катализатора — постоянен.
Известно, что насыпной вес катализатора, циркулирующего в установке каталитического крекинга, если катализатор не освежать, начинает увеличиваться.
Общим признаком структурных изменений является возрастание насыпного веса катализатора, чему особенно способствует сочетание высоких температур в регенераторе с избытком водяного пара.
Данные по механической прочности катализатора в зависимости от его насыпного веса ( табл. 1, 2 и рис. 2) показывают, что с увеличением насыпного веса катализатора процент износа его в лабораторном эрлифте снижается.
Опред — предельная объемная скорость по метану, нм3 / ч-м 3; а — активность катализатора, отнесенная к единице никелевой поверхности, нм3 / ч-м 2; SNI — никелевая поверхность 1 г катализатора, м2 / г; ук — насыпной вес катализатора.
Изменение свойств катализатора происходит под влиянием таких основных факторов, как повышенная температура, воздействие водяного пара и сернистых и азотистых соединений и др. Изменение свойств катализатора обычно сопровождается изменением структуры катализатора в связи с уменьшением пористости и активной его поверхности. Возрастание насыпного веса катализатора обычно является первым признаком структурных изменений, происшедших в катализаторе.
Свойства катализатора изменяются под влиянием повышенной температуры, воздействия водяного пара, сернистых и азотистых соединений, солей и др. Изменение свойств катализатора, выражающееся обычно изменением структуры катализатора в связи с уменьшением пористости, ведет к уменьшению и, наконец, к потере его каталитической активности. Возрастание насыпного веса катализатора обычно является первым признаком структурных изменений, происшедших в катализаторе.
Для загрузки реактора требуется в среднем 3 т катализатора, что эквивалентно 1 т кобальта. При насыпном весе катализатора, равном 0 3, это количество составляет примерно 10 мъ.
Насыпным весом, как уже было указано выше, называется вес единицы объема катализатора. Для определения насыпного веса катализатора применяется мерная колба на 100 мл с притертой пробкой.
|
Испытание на продолжительность работы катализатора 100 Со. 6 ThOa.. 3 MgO. 200 кизельгур при 10 атм на. |
Другой катализатор состава ЮОСо: 6ТЮ2: 3MgO: 250 кизельгур приготовлялся методом, описанным выше, сразу в количестве трех килограммов для испытаний в укрупненном масштабе. Кизельгур, применявшийся в этом случае, обладал способностью увеличивать насыпной вес катализатора так, что, несмотря на повышенное содержание кизельгура, 100 см3 невосстановленного катализатора имели вес 41 8 г и содержали 9 4 г кобальта.
Следовательно, из этого уравнения может быть найдена масса катализатора, необходимая для достижения заданной степени превращения. Чтобы получить необходимый объем реактора, нужно лишь разделить это значение массы на насыпной вес катализатора рь.
Фирна ЮОП получила зависимости, по которым можно судить о сроке службы катализатора в тех случаях, когда образование отложений металлов является определяющим фактором его дезактивации. Приведенные зависимости выведены на основании количества металлов, удаленных из сырья, плотности сырья и насыпного веса катализатора. На рис. 26 показана зависимость между объемной скоростью и сроком службы катализатора. Пользуясь этим графиком, можно быстро определить срок службы катализатора в м3 сырья / кг катализатора при данной объемной скорости для различной продолжительности пробега.
|
Влияние содержания окиси алюминия на скорость фильтрации геля. |
Катализаторы и пламегасители
Не люблю что-то оставлять на потом, поэтому решено было выбить катализаторы, поменять прошивку на ЕВРО-2 и поставить пламегасители.
Делал в таком порядке:
- Поменял прошивку на евро-2 в первую очередь, стоило мне это 2000 рублей. Не стоит удивляться, как мне сказал «прошивщик» — на субаровские двигатели 2,5 литра эта прошивка недорогая в виду его простоты и надежности! А если бы двигатель был 2.0 литровый, то эта процедура стоила бы 8000 рублей.
- Начал поиски фирмы в Новосибирске, кто выбьет каталики и поставит хорошие пламегасители.
- Нашел, договорился за 11 000 рублей — выбить 2 катализатора, и поставить хорошие заводские пламегасители, 1000 рублей еще сделали скидку.
- Промыл топливную систему, поменял все фильтра
- Сдал катализаторы
В общем, т.к. рассказ мой про то как я сдавал катализаторы, то я пропущу первые 4 пункта и напишу про 5 «сдачу катализаторов».
Сколько весят и сколько стоят катализаторы
Наверняка многих интересуют вопросы — сколько весят мои (Ваши) катализаторы, за сколько можно сдать максимально выгодно и т.д. Сразу скажу, чем Вы ближе к центру нашей страны, тем дороже у Вас примут каталики, чем Вы дальше от Москвы, тем цена будет ниже… в Новосибирске, максимум на что можно рассчитывать — это 3000 рублей за килограмм
! Видимо (а именно он содержится в катах, если я не ошибаюсь) в Москве стоит дороже
Кстати, вот неплохая статья под названием « » — пока люди рассуждают, другие уже зарабатывают
Перед тем, как оставить машину, я мастерам строго настрого
сказал, что катализаторы я заберу — в ЛЮБОМ ВИДЕ
! Почему в любом виде, читайте про лом катализаторов .
Вот, что получилось — на фото ниже мои катализаторы — где какой — 1й или 2й (по ходу от коллектора к выхлопу) уже и не помню, скорей всего маленький, который немножко оплавился — это первый, т.к. получает на себя весь «удар» и выхлопы с более высокой температурой.
2 катализатора от Субару Форестера 2008 года

Немного оплавленный катализатор от Субару Форестера 2008 год SH5, SH9
2-й катализатор как новый
Во втором катализаторе виден даже просвет — на вид просто идеальный и новый катализатор, но, как мне сказали специалисты, визуально он может быть отличным, но со своими функциями (дожиганием топлива) может уже не справляться.
В этом катализаторе виден даже просвет — на фото по центру катализатора
Теперь о цене.
Долго я искал в Новосибирске, куда можно сдать катализаторы. Обзвонил много фирм — цены везде от 2000 до 3300 (а где-то и до 2000) рублей за килограмм и после спектрального анализа специальным пистолетом — . Цены указаны на конец 2017 года.
Смущало меня одно — почему цены в Москве на катализаторы по 4-5-6 и даже по 10 тыс рублей за килограмм, а у нас в Новосибирске 3000 рублей — это максимум! Думал уже в Москву товарищу отправить — пусть там сдаст и мне деньги пришлет:)) — глупость, конечно. И тут, хоть возмущайся, хоть удивляйся — дороже 3000 рублей я не нашел.
Ниже видео, как анализировали и принимали мои каталики:
Итак, после взвешивания оказалось, что маленький весит — 300 грамм, а большой весит 500 грамм, итого 800 грамм
! Неплохо, я думал там всего грамм 400-500. Кстати, весА мне не показали, человек приемщик делал все молча, ничего не показывал и не объяснял. Позже я попросил ознакомить меня с показателями анализатора — т.е. провести тест при мне еще раз, чтобы я видел состав, но мне было отказано — не положено, якобы, сказал грузный дядька — камеры, злой босс, все дела. Ну и х.. с тобой, подумал я.
Кстати, забыл сказать, что в итоге проблема мне обошлась в 10 000 рублей. Вот математика:
- 2 000 рублей прошивка ЕВРО-2;
- 10 000 выбить каталики и поставить пламегасители;
ИТОГО: 12 000 (прошивка и работа с пламегасителями) — 2 000 (деньги за лом катализаторов) = 10 000 рублей.
Относительно недорого, тогда как на РАВ-4 тех же годов люди отдают по 18 000 рублей, а про лексусы вообще промолчу:))
Вес и цена катализаторов Subaru Forester SH9
Почему я просил показать состав каталиков, а потому, что от него напрямую зависит цена и варьируется она от 2000 рублей до 3300 рублей за килограмм (это именно в этом пункте приема). В итоге, у меня приняли — маленький по 3000 рублей, а большой по 2000 рублей за кило. Обманули меня или нет — я так и не понял, в итоге забрал деньги в сумме 1900 рублей и забыл про несчастные катализаторы Субару Форестера навсегда. Теперь езжу с прошивкой ЕВРО-2 и загаживаю природу…. аж самому стыдно.
ВЫВОДЫ
1. На данный момент в России стоит проблема регенерации автомобильных катализаторов для иномарок, которые эксплуатируются в стране, а в недалёкой перспективе эта же проблема встанет для отечественных автомобилей. Оценка рынка показывает, что потребность в замене автокатализаторов в настоящее время составляет до нескольких сотен в месяц, при этом выводятся из эксплуатации тысячи. Только московский рынок оценивается в 150-200 т отработанного автомобильного катализатора ежегодно. В перспективе речь будет идти о десятках тысяч автокатализаторов для регенерации или десятках тонн устройств, содержащих драгоценные металлы, общей стоимостью до 50 млн. долл. в год. Таким образом, задача возврата драгоценных металлов в оборот в виде регенерированных автомобильных катализаторов является уже в настоящее время актуальной с ещё большим ростом её актуальности в перспективе.
2. Однако, несмотря на приведённые цифры и факты, говорить о том, что в России в настоящее время сформировался и существует потребительский рынок оборудования и технологий для переработки отработанных автокатализаторов, пока рано. Ещё труднее оценить реальную ёмкость рынка из-за недостатка информации и разрозненных данных в этой сфере автомобильного бизнеса.
Цены лондонской биржи металлов на 06.02.2009 г. для тройской унции (33 г):
платина ……..987 долл.тр.унцию,
палладий …..210 долл./тр.унцию,
родий ………1150 долл./тр.унцию.
для сравнения:
золото ………..913 долл./тр.унцию.
4. В то же время в России имеются возможности для переработки автокатализаторов по традиционной схеме получения вторичных драгоценных металлов с конечной операцией – аффинаж. Причём выиграет тот, кто поставит на рынок весь комплекс услуг: от закупки отработанных конвертеров по максимальным ценам до поставки аффинированного металла конечному потребителю.
5. Ещё более эффективной представляется схема проведения регенерации автокатализатора на базе переработчика вторичных драгоценных металлов. Суть её заключается в сосредоточении всех этапов переработки на одном предприятии с исключением стадии аффинажа, так как конечным продуктом производства является регенерированный автокатализатор.
6. Для оптимизации утилизации отработанных автомобильных катализаторов и уменьшения стоимости новых катализаторов с целью сделать их более доступными необходимо создание перерабатывающих предприятий, занимающихся постоянной скупкой и переработкой отработавших автокатализаторов, которые поставляются автосервисом и мастерскими, частными лицами и организациями. На них автомобильные катализаторы, как содержащие драгоценные металлы, должны проходить полный цикл утилизации: механическое удаление стального корпуса, измельчение и пирогидрометаллургическую переработку с получением концентратов, слитков или солей драгоценных металлов.
7. Для российских перерабатывающих предприятий утилизация автомобильных катализаторов дело, безусловно, новое и предстоит выполнить ещё немало задач по оптимизации и созданию сетей по их сбору, доработке и повышению эффективности и сроков переработки, созданию рабочих отношений с производителями катализаторов. Количество автотранспорта будет увеличиваться, и указанный рынок по утилизации будет только расширяться и структурироваться.
Редакция благодарит В.А. Шипачева, с.н.с., к.х.н. Институт неорганической химии им. акад. А.В. Николаева СО РАН , г. Новосибирск, за предоставление информационных материалов, которые были взяты за основу при подготовке данной статьи.