Замена направляющих втулок клапанов на ВАЗ 2106
Содержание:
- 1 Процесс замены
- 2 Конструкция направляющей втулки
- 3 Порядок снятия ГБЦ и направляющих втулок
- 4 Зазор между клапаном и направляющей втулкой
- 5 Конструкция и принцип работы направляющих втулок
- 6 Порядок действий
- 7 Причины и следствия износа втулки клапанов
- 8 Как определить, что направляющие втулки изношены
- 9 Замена направляющих втулок ВАЗ 2107
- 10 Установка новых направляющих
- 11 Замена направляющих втулок клапанов ВАЗ 2109
- 12 Направляющая втулка — клапан
Процесс замены
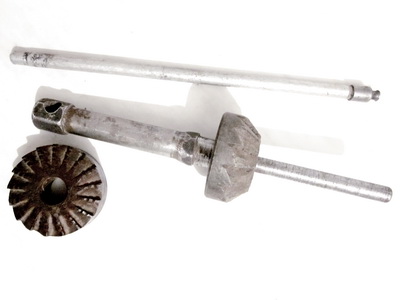
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей. Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны. Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.

Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку. Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.


В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток. Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.

Далее наденьте на нее головку и вставьте шток. Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2)

Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Ещё кое-что полезное для Вас:
- Разбор и промывка гидрокомпенсаторов своими руками — инструкция + видео
- Как установить головку блока цилиндров на двигателе
- Затяжка головки блока цилиндров — как правильно выполнить?
Конструкция направляющей втулки
Не было бы такой истории с заменой втулок клапанов и седел, если бы все головки блока были отлиты из чугуна. В таком случае монолитная чугунная головка, как на некоторых моделях Форд, Опель, старых УАЗ и некоторых грузовых автомобилях, обеспечивает необходимую соосность сопряжения клапанная тарелка/седло и проблемы снимаются. Но большинство современных автомобилей имеют головки блока из сплавов, а в отлитые головки запрессовываются седла и направляющие втулки.
Направляющие ВАЗ 2109 изготовлены из износостойкого материала, как седла клапанов, запрессованы в головку на горячую, поэтому процедура их замены не так проста, как хотелось бы. А менять иногда нужно, потому что втулка хоть и прочная, но изнашивается, а при этом теряется соосность клапана и седла и, как следствие, герметичность. Чем больше клапанов в головке, тем проблема актуальнее. В головках на 16 клапанов ВАЗ 2110 и на Приоре ситуация ничуть не лучше и работы по замене втулок ровно в два раза больше.
Порядок снятия ГБЦ и направляющих втулок
Прежде чем начать ремонт, необходимо иметь полный набор для восстановления работоспособности ГБЦ. Эта составляющая двигателя не ломается мгновенно, ее износ происходит постепенно. На срок эксплуатации влияют:
- своевременная замена масла;
- соблюдение теплового режима работы силового агрегата;
- качество применяемого топлива.

Сняв ГБЦ, можно начинать ремонт поврежденного узла. Эта операция считается самой трудоемкой и продолжительной. Прежде всего, необходимо отключить АКБ, затем очищаются каналы головки путем слива охлаждающей жидкости через сливную пробку в специально подготовленную емкость. Дальше происходит демонтаж приемной трубы. Аккуратно производим снятие термостата и приводного ремня ГРМ. Фиксируем распредвалы, чтобы удобно было ссаживать шкивы. Следующим этапом будет снятие датчика охлаждения двигателя.
В указанный ремонт входит также и снятие клапанной крышки, предварительно выкрутив все болты крепления. Помещенную на столе ГБЦ необходимо тщательно очистить от остатков старой прокладки, подтеков масла, пыли и при помощи керосина помыть. Дальше идет ее разбор, прежде всего подлежат снятию коромысла. После этого посредством приспособления клапана рассухариваются. Используя широкую плоскую отвертку или специнструмент, снимаем маслосъемные колпачки. После этого демонтируются тарелки, шайбы, пружины (внутренняя, внешняя).
Бывают моменты, когда клапан плохо выходит из посадочного места. В таких случаях по нему следует нанести несколько ударов молотком. При помощи насадки извлекается пришедшая в негодность втулка из головки
Такой ремонт должен проводиться очень осторожно, невнимательность может привести к повреждению посадочного места или поверхности ГБЦ. Все детали блока необходимо проверить на наличие любых повреждений и неисправностей
Зазор между клапаном и направляющей втулкой

Покупая новые втулки, побеспокойтесь обзавестись микрометром
Теперь о самом главном — о размерах. Стандартная, заводская втулка имеет диаметр посадки 14,04-14,058 мм. Естественно, что для определения этого размера потребуется микрометр. Диаметр штока стандартного клапана — 7,985-8,0 мм. Посадочные размеры втулок клапанов, которые продаются в магазинах, а тем более на рынке, могут сильно отличаться от номинальных, поскольку такое понятие, как «ремонтные втулки» знакомо далеко не всем продавцам, да и не все производители придерживаются номиналов. Поэтому подбирать втулки нужно только с микрометром и только в комплекте с тем клапаном, с которым втулка будет работать в паре. В идеале, новая втулка должна быть на 0,05 мм больше старой. Допускается увеличение размера на 0,07 мм, но не больше, поскольку направляющая попросту не войдет в тело головки блока и при запрессовке расколется. Что касается отверстия под клапан, то в идеале его шток не должен вообще входить в новую втулку, или же входить с сильным натягом, потому что после запрессовки втулка будет обрабатываться разверткой. Проверка этих параметров при покупке втулок обязательна.
Конструкция и принцип работы направляющих втулок
Направляющая втулка изготавливается, исключительно, из металла и может быть выполнена в виде отдельного цилиндра, который имеет продольное отверстие, или в виде цилиндрического отверстия внутри головки блока цилиндров. Отверстие втулки должно максимально точно совмещаться с седлом клапана и иметь небольшой зазор. Такой зазор необходим для исключения возможного заклинивания клапана, так как при повышении температуры металл расширяется, и зазор становится меньшим. Однако, слишком большой зазор может привести к потере воздуха в топливовоздушной смеси и скорейшему износу самой втулки, которая расточится и может стать овальной формы.
Главным плюсом применения направляющих втулок, является их простота обслуживания. Ведь такую направляющую можно изготовить своими руками на любом виде токарных станков. Это может здорово сэкономить время, но при условии, что вы владеете специальными навыками и опытом, так как неправильно изготовленная втулка может стать причиной плохой герметичности клапанов и, как следствие, ускоренного износа целого узла.
Порядок действий
Регулировка клапанов осуществляется при температуре двигателя не более 15 – 20 градусов. Нужно внимательно следить за тем, чтоб уровень зазора находился в рамках нормы. При более узком зазоре, клапан не будет полностью закрывать отверстие, и тем самым значительно уменьшит компрессию в моторе. А при широком зазоре, топливо не будет успевать полностью попадать в камеру сгорания, а выхлопные газы наоборот, выходить из нее. Это уменьшит объем камеры сгорания, и соответственно мощность.
Для регулировки Вам понадобятся:
- Гаечные ключи;
- Отвертка (плоская и крестовая);
- Пинцет;
- Измерительный щуп;
- Регулировочные шайбы;
- Приспособление для регулировки клапанов;
- Набор прокладок.
Когда всё приготовлено, можно начинать работу. Первым делом, поставьте автомобиль на ручник, и включите четвертую (если есть возможность, то лучше пятую) передачу. Одно ведущее колесо, нужно поставить в положение в воздухе.
Далее, отсоедините от головки цилиндров все механизмы, и выкрутите свечи. Снимите крышку, и очистите ГБЦ от масла. Когда блок цилиндров будет свободен, а крышка демонтирована, проверните коленвал до такого положения, когда поршень первого цилиндра будет находится в верхней мертвой точке. Сделать это можно прокрутив ведущее колесо. Проследить за положением поршня можно через окошко, находящееся в картере сцепления.
Регулировка клапанов делается в зависимости от того, какой порядок их работы. На ВАЗ 2109 выпускные клапана имеют порядок 2, 3, 6, 7, а выпускные – 1, 4, 5, 8.
Перед началом работы, поставьте разметку маркером на каждые 90 градусов по кругу цилиндра. Проверните распределительный вал так, чтоб метка на кожухе ремня ГРМ и на шкиве сошлись. После этого, продолжайте вращение распредвала еще на 2-3 зубца, использовав гаечный ключ на 17. Теперь, проверьте щупом размер зазора. Перемещать щуп между кулачками распределительного вала нужно с небольшим усилием.
Если зазоры больше или меньше нормы, то Вам нужно извлечь шайбу с данного клапана, с помощью пинцета. По специальной формуле Н = А + (В – С), высчитать нужный размер шайбы, и заменить ее.
Расшифровка формулы для регулировки двигателя ВАЗ 2109:
Причины и следствия износа втулки клапанов

На фото — клапанные втулки, если они изношены, то усиленно расходуется моторное масло
Износ внутренней поверхности клапанной втулки приводит к повышенному расходу масла, поскольку вследствие люфта быстрее изнашивается маслосъемный колпачок, масло попадает в камеру сгорания. Это вызывает повышенное нагарообразование, нарушение температурного режима работы, повышение токсичности отработанных газов, а если бы в девятке стоял катализатор, то и к выходу его из строя. Это касается в большей мере более новых двигателей на 16 клапанов ВАЗ 2110, Приора, Гранта.
В идеальных условиях, при своевременной замене хорошего масла на хорошее и при эксплуатации двигателя без перегрева, втулку стоит менять не ранее, чем через 180-200 тысяч пробега. Но если масло не соответствует нормативной вязкости, клапанные зазоры не контролируются, тогда может возникнуть боковой износ втулки из-за повышенной радиальной нагрузки на клапан и ухудшение его подвижности по оси штока. Поэтому настоятельно рекомендуется после каждой замены маслосъемных колпачков проверять зазор в клапанных направляющих втулках. Если он увеличеный или наблюдается сильный люфт — втулки необходимо поменять.
Как определить, что направляющие втулки изношены
Масло в цилиндры попадает и по причине неисправности деталей цилиндро-поршневой группы. Чтобы исключить данную причину, необходимо замерить компрессию. Это исключит неисправность поршневых колец.
Осмотрите свечи зажигания. Наиболее загаженная свеча говорит о проблемах в данном цилиндре. Далее осматриваем мотор на предмет износа направляющих в следующем порядке:
- Открутите гайки, крепящие клапанную крышку к ГБЦ, и снимите ее.
- Ослабьте цепь и, совместив метки, открутите и снимите шестерню распредвала.
- Постепенно и поочередно открутите постель распредвала и снимите ее.
- Демонтируйте коромысла, разблокируйте пружины клапанов цилиндра, в котором свеча больше всего покрыта нагаром.
- Аккуратно снимите маслосъемный колпачок и покачайте клапан в стороны, двигая вверх-вниз. Если при движении имеется боковой люфт, то требуется замена втулки.
В рабочем состоянии зазор между клапаном и направляющей минимален и не позволяет клапану двигаться в горизонтальном направлении (только вверх или вниз). Поэтому любое боковое качание означает износ втулки.
Прежде чем покупать новые направляющие, желательно снять клапаны и вместе с ними прийти в магазин. И при выборе обязательно пробуйте их посадку на шток клапана.
Направляющая втулка на штоке клапана должна двигаться легко, но при этом она не должна болтаться.
Необходимо это для того, чтобы в дальнейшем вам не пришлось снова идти в магазин, если втулки по каким-то причинам не подойдут.
Замена направляющих втулок ВАЗ 2107
Необходимость замены направляющих втулок возникает в следующих случаях:
- Появление большого расхода масла. Из выхлопной трубы выходит дым сизого цвета. Это говорит о том, что масло попадает в камеру сгорания, а затем в систему выхлопа.
- Во время работы двигателя возникает характерный звук из головки блока цилиндров.
- Выполнение определенных ремонтных работ, к примеру, замена клапанов или капитальный ремонт всей ГБЦ.
Перед заменой втулок нужно снять головку с блока. Порядок действий следующий:
1. Снимите «кастрюлю» воздушного фильтра и слейте охлаждающую жидкость.
2. Открутите все хомуты шлангов карбюратора и снимите шланги. Отсоедините тягу педали газа и выкрутите трос подсоса воздуха. После этого открутите четыре гайки крепления и снимите карбюратор.
3. Теперь выкрутите гайки крепления «штанов» к выпускному коллектору.
4. Возьмите торцовый ключ на 10 и открутите все гайки, на которых крепится крышка головки блока цилиндров. После чего, снимите крышку.
5. Затем открутите гайку, предназначенную для крепления распределителя зажигания, и демонтируйте высоковольтные провода. После этого вытащите распределитель и уберите его подальше, чтобы он не препятствовал проведению работ.
6. Развальцуйте и выкрутите болт шестерни распределительного вала. Шестерню необходимо вытащить, а цепь зафиксируйте таким образом, чтобы она не упала в блок цилиндров, так как достать ее будет очень проблематичным.
7. Вместе с валом вытащите постель из распределительного механизма.
8. Открутите болты крепления головки и снимите ее с блока. Будьте осторожны, направляющие втулки могут выпасть вниз, поэтому рекомендуется быть предельно аккуратным.
После демонтажа головки блока цилиндров, необходимо ее протереть сухой тряпкой и очистить ее от следов масла и грязи. После этого можно приступать к замене втулок:
1. В отверстие старых втулок необходимо вставить оправку и аккуратными ударами выбить их молотком. Место посадки необходимо тщательно очистить с помощью бензина. После этого продуйте их сжатым воздухом.
2. Новые втулки необходимо сжать. Для этого можно поместить их в морозильник на два дня. Этот способ является самым эффективным.
3. Для расширения каналов посадки втулок нагрейте головку блока цилиндров на электрической плите до температуры, примерно, сто градусов Цельсия.
После того, как ГБЦ остынет, нужно примерить стержни клапанов под отверстия втулок. Если они не подходят, отверстия растачиваются до необходимых диаметров.
После сборки узла, установите головку блока цилиндров обратно на блок. По возможности можно заменить прокладку ГБЦ и множество других расходных запчастей. Все это пойдет только на пользу двигателю.
Установка новых направляющих

Для установки, запрессовки втулок в направляющие гнезда, для удобства головка блока цилиндров переворачивается таким образом, чтобы камеры сгорания были внизу. Затем, начиная с верхнего конца, устанавливаются стопорные кольца. Это делается для того, чтобы не оставлять на поверхности царапин, борозд. Несоблюдение этого правила может вызвать течь масла. Во избежание появления таких неприятностей необходимо смазывать внешнюю поверхность моторным маслом.
https://youtube.com/watch?v=UJ4u4vadcS8
Особое внимание следует обращать на то, что перед установкой новых направляющих они соответствующим образом подгоняются по необходимому размеру. Но перед этим необходимо осуществить шлифовку клапанов, посадочных мест
Устанавливаются бронзовые направляющие втулки при помощи запрессовки обычным молотком через оправку. Она забивается до упора. После этого рекомендуется обработать внутреннюю часть втулки разверткой. Это делается с целью уменьшения зазора.

Следующим этапом будет притирка клапанов, которую лучше всего доверить специалисту. Не стоит забывать, что необходимым условием качественного ремонта головок цилиндров являются качественные запчасти. Дальше следует сборка силового агрегата. Для повышения герметичности прокладки она обрабатывается графитной смазкой. Болты крепления ГБЦ затягиваться должны в два приема с интервалом в 24 часа. Шестерня и цепь устанавливается так, чтобы совпадали метка на звездочке с приливом на корпусе. Не стоит забывать о регулировке тепловых зазоров.
Замена направляющих втулок клапанов ВАЗ 2109
https://youtube.com/watch?v=UJ4u4vadcS8
Выполнять замену клапанной направляющей втулки 2109 своими руками можно только в том случае, если есть целый набор необходимых инструментов и приспособлений, а самое главное, опыт или хотя бы теоретическая подготовка. Инструменты простые, но они должны быть:
- Микрометр.
- Нутромер.
- Запрессовщик.
- Оправка для выпрессовки или съемник.
- Развертка 8,03 мм.
- Опционально — охлаждающая жидкость.
Однако, есть шанс, что можно обойтись без выпрессовки втулок. для этого потребуется произвести точные замеры при помощи микрометра и нутромера. Дело в том, что если втулка изношена равномерно по диаметру отверстия, можно подобрать ремонтные клапаны. По крайней мере, такая теоретическая возможность существует. Если этого сделать не удастся, тогда необходимо заменить втулки на ремонтные. Если придется купить новые втулки, можно столкнуться со сложностью выбора, поскольку производителей втулок для девятки есть несколько, и у каждого комплекта своя цена. Так, втулки SM продадут за 600 рублей, а бронзовые или латунные втулки для моторов с высокими нагрузками от АвтоВАЗ будут стоить уже в пределах 1200 рублей. В пределах 400 рублей будут стоить стальные ВАЗовские и Zolex.
Направляющая втулка — клапан
Направляющие втулки клапанов имеют две основные поверхности ( цилиндрические наружную и внутреннюю), которые определяют технологический процесс и требования к качеству-обработки. Остальные поверхности в виде фасок и выточек, имеющих много конструктивных разновидностей, обрабатываются на одношпиндельных револьверных автоматах.
|
Конструкция впускных клапанов детандера. |
Направляющие втулки клапана и толкателя выполнены из бронзы, а уплотнение сальника в виде колец — из баббита марки Б-16. Недостаток такого клапана — сравнительно быстрый износ конической поверхности грибка.
|
Механизм вращения клапана. |
Направляющие втулки клапанов изготовляют из серого или антифрикционного чугуна, бронзы или металлокерамики на железной основе. Металлокерамика представляет собой смесь из порошков железа, меди и графита, которая прессуется, спекается и пропитывается маслом. Металлокерамика имеет высокую теплопроводность и обладает хорошими антифрикционными свойствами.
|
Механизмы вращения выпускного клапана. I — выпускной клапан, 2 — неподвижный корпус, S — шарик, f — упорная шайба, 5 — замочное кольцо, 6 — пружина клапана, 7 -тарелка пружины, 8 — сухарь, 9 — дисковая пружина механизма вращения, 10 — возвратная пружина механизма вращения, II — натриевый наполнитель, 12 — рабочая фаска клапана, 13 — заглушка. 14 — головка цилиндра. |
Направляющие втулки клапанов предотвращают перекосы их при посадке в седла и отводят от клапанов тепло. Обычно втулки бывают чугунными или металлокерамическими.
В направляющих втулках клапанов контролируют внутреннюю ( рабочую) поверхность, на которой не должно быть продольных и поперечных грубых задиров и рисок. Мелкие риски удаляют зачисткой или заглаживанием в зависимости от их величины. Помимо осмотра, внутренний диаметр направляющих замеряют индикатором. Изношенные направляющие бракуются, если отверстие имеет овальность, перекос по оси блока и если зазор между штоком клапана и направляющей превышает допустимые отклонения.
Отверстия под направляющие втулки клапанов и толкатели ( в нижнеклапанных двигателях) имеют износ не более 0 2 мм по диаметру. Поэтому эти отверстия развертывают под ремонтные размеры толкателей и втулок клапанов. Вставные седла выпускных клапанов шлифуют с выдерживанием угла и ширины рабочей конической поверхности по чертежу.
Перед фрезерованием направляющие втулки клапанов должны быть отремонтированы. Зазор между направляющим стержнем зенкера и отверстием во втулке клапана при фрезеровании допускается не более 0 05 мм. После фрезерования утопание тарелки клапана относительно плоскости разъема головки цилиндров должно быть в пределах, допускаемых техническими условиями, а шероховатость поверхности рабочей фаски — не ниже 6-го класса.
После выпрессовывания направляющих втулок клапанов проверяют диаметры отверстий под втулки. При износе отверстий в направляющих втулках больше допустимого отверстия развертывают до ремонтного размера.
При износе направляющих втулок клапанов производится развертывание их под увеличенный ремонтный размер клапана или замена на новые в случае постановки нового клапана с номинальным или шлифованного клапана с уменьшенным диаметром стержня.
Изношенные отверстия под направляющие втулки клапанов восстанавливают развертыванием под ремонтный размер с последующей запрессовкой втулки соответствующего ремонтного размера.
Обработка отверстий под направляющие втулки клапанов и под седла клапанов обычно заключается, в сверлении, зенкеровании и развертывании.
Сверление отверстий под направляющие втулки клапанов и предваритель — Вая обработка мест под пружины выполняются часто также комбинированным специальным инструментом.