Полный привод парт тайм
Содержание:
- 1 Постоянный полный привод
- 2 Отлив и задние боковушки
- 3 Устройство и функции гидравлического пресса
- 4 Инструменты и материалы
- 5 Установка исполнительного устройства
- 6 Особенности и устройство кузова Ваз 2109
- 7 Полный привод на основе муфты Haldex
- 8 Как вытянуть части кузова девятки своими руками
- 9 Что следует учитывать при разработке чертежа самодельного пресса
- 10 FakeHeader
Постоянный полный привод


Автомобили с такой системой полного привода всегда передают крутящий момент на все четыре колеса, что понятно из англоязычного названия Full-time. В своей основе система оснащена межосевым дифференциалом, который имеет несколько конструктивных вариантов: симметричный и несимметричный, блокируемый и неблокируемый. Блокировка, в свою очередь, может выполняться в автоматическом или ручном режиме. Все это зависит от того, для каких целей создается полный привод. Чаще всего используется самоблокируемый дифференциал, который также может быть выполнен на основе одной из трех систем: вязкостной или фрикционной муфты и с блокировкой типа Torsen.

Если в двух словах, то система Full-time и конструктивно, и функционально совмещает в себе принцип работы систем Part-time и On-demand. Дифференциал напрямую передает крутящий момент от одной оси к другой, а установленная с ним в одном корпусе муфта в зависимости от степени блокировки может перераспределять этот момент исходя из условий. Навороченные системы с двумя приводными валами, наподобие трансмиссии SuperSelect от Mitsubishi, умеют дополнительно «отстегивать» одну ось, превращаясь в отключаемый полный привод.


Дифференциал Torsen
Отдельно стоит упомянуть трансмиссию на основе дифференциала Torsen, который становится все популярнее. У него вместо муфт используется три пары червячных шестерней, которые осуществляют перераспределение момента. В свободном состоянии распределение тяги по осям равное, как только скорости вращения колес начинают отличаться, вращение шестерней заставляет частично блокироваться выходные валы, передавая момент на колесо с лучшим зацепом.
В зависимости от задач автомобили с подобными системами также дополнительно комплектуются задним (и иногда передним) блокируемым межколесным дифференциалом, понижающим редуктором и даже дополнительной муфтой. Комбинации могут быть совершенно разными в зависимости от задач — внедорожных, спортивных или экономящих топливо. Например, трансмиссия от Audi на легковых моделях и кроссоверах — quattro ultra — имеет многодисковую межосевую муфту и дополнительно дифференциал с кулачковой муфтой в приводе задней оси, также способной к полному отключению.


Система Quattro Ultra Full-Time (слева) и планетарный редуктор Mercedes-Benz (справа)
Проблемы
Как ни трудно догадаться, из-за невероятной сложности отдельных конструкций любая неисправность систем постоянного полного привода грозит непростым и недешевым ремонтом.
Системы на основе вязкостных и фрикционных муфт, как и в случае с системами On-demand, склонны к перегреву. Не избежал этой участи и дифференциал Torsen, шестерни которого также сильно нагреваются и требуют для охлаждения специального графитового масла.
Кроме того, на автомобилях Audi, например, дифференциал находится в блоке коробки передач DSG, так что любая проблема с «роботом» автоматически ведет к разбору и этого механизма. На сложных системах с отдельным передним валом прибавляйте встречающиеся проблемы привода — его включения/отключения либо датчика работы.
Соответственно, всевозможные датчики и управляющие электронные блоки при сбое и трансмиссию выводят из правильного режима работы. То же самое касается работы коробки передач, функционирование которой напрямую влияет на работу полного привода. Люфты карданов и вой редукторов — частая болезнь серьезных внедорожников.

Устройство дифференциала на спортивных полноприводных моделях Audi
Отлив и задние боковушки

Пластиковый верх для УАЗа
Внизу верхних боковушек обустраивается отлив. Делать данный элемент следует с учетом размеров аналогичной детали, размещенной на лобовой рамке. Эти параметры следует учитывать при изготовлении картонного эскиза. Устанавливается отлив над дверьми. Заготовку следует делать от лобовой рамки до средней дуги. По дуге отмечается контур. По раме делаются припуски в 10-15 см. Затем отлив вырезается из металла и сгибается. Автомеханики рекомендуют проводить подобную работу с помощью тисков.
Чтобы правильно согнуть отлив, сначала используют радиус, который расположен ближе к лобовой рамке. Затем гнется большой радиус, расположенный вблизи дуги. Следующий шаг — примерка заготовки на крыше. При необходимости конструкция сгибается таким образом, чтобы часть с отливом плотно прилегала к распорке дуги. Данную процедуру можно выполнять с помощью прямоугольника, вложенного в отлив. Заготовка укладывается на нужное место и приваривается точечной сваркой к распорке изнутри, а к дуге — снаружи. При необходимости применяется молоток. Аналогичная процедура осуществляется с другой стороны.
Следующий шаг — изготовление верхних задних боковушек. Производятся они так же, как и передние. Однако начинать этот процесс следует со средней дуги, заканчивая задним элементом. Затем сгибают металлический лист. В задней части обустраивается отлив и ляды. Приваривается эта конструкция точечной сваркой вразбежку.
Необходимо учесть, что посередине дуг имеется подъем. Его можно рихтовать кувалдой при монтаже распорок и дуг. В этом случае лист легко приваривается. Однако в процессе эксплуатации на крыше УАЗ 469 могут образоваться лужи. Если дуги не рихтовать, можно получить более красивую и надежную конструкцию. Однако ее монтаж будет более трудоемким и сложным.
Данную деталь потребуется приварить к распоркам дуг. В этом месте фиксируют верхние боковушки. Заключительный этап по изготовлению самодельной крыши на УАЗ 469 предусматривает шпаклевку и покраску конструкции.
Снимите фиксаторы крепления трехместных сидений и срежьте горизонтальные полки. Места среза закрасьте.
Установите фиксаторы крепления трехместных сидений на два горизонтальных болта.
Снимите спинки откидных сидений.
Снимите угловые обивки крыши.
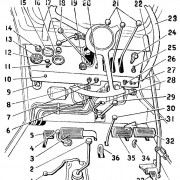
Разметьте и просверлите отверстия диаметром 10 мм с обеих сторон кузова, как показано на рис. 309.
Разметьте и просверлите четыре отверстия диаметром 6 мм на заднем борту кузова, установите и закрепите направляющие шипы 4, как показано на рис. 309.
 Рис. 309. Места крепления крыши на кузове: 1-задняя прокладка крыши; 2-правая стойка; 3-левая стойка; 4-направляющий шип; 5-провод; 6- лобовая прокладка крыши; 7-центральная прокладка крыши; 8-боковая правая прокладка крыши: 9-боковая левая прокладка крыши; 10-уплотнитель; 11-болт M6х16; 12-болт M6х20; 13-болт M8x22; 14-болт M10х25; 15-винт M5х10; 16-винт M5х12; 17-гайка M5; 18-шайба 5; 19-шайба 6; 20-шайба 8; 21-шайба 10; 22-шайба 5Л.65Г; 23-шайба 8Л.65Г; 24-шайба 10Л.65Г
Рис. 309. Места крепления крыши на кузове: 1-задняя прокладка крыши; 2-правая стойка; 3-левая стойка; 4-направляющий шип; 5-провод; 6- лобовая прокладка крыши; 7-центральная прокладка крыши; 8-боковая правая прокладка крыши: 9-боковая левая прокладка крыши; 10-уплотнитель; 11-болт M6х16; 12-болт M6х20; 13-болт M8x22; 14-болт M10х25; 15-винт M5х10; 16-винт M5х12; 17-гайка M5; 18-шайба 5; 19-шайба 6; 20-шайба 8; 21-шайба 10; 22-шайба 5Л.65Г; 23-шайба 8Л.65Г; 24-шайба 10Л.65Г
Приклейте прокладку 6 к ветровой раме резиновым клеем, совместив отверстия в прокладке и ветровой раме.
Приклейте прокладки 1 к кузову. Проколите отверстия в прокладках по отверстиям в кузове.
Установите прокладки 7 на правую и левую центральные стойки крыши.
Установите прокладки 8 и 9.
Конец провода пропустите через панель приборов параллельно проводу стеклоочистителя, предварительно откинув ветровую раму, и присоедините к клемме теплового предохранителя вместе с проводом зеленого цвета.
Установите крышу, совместив отверстия в крыше с отверстиями в ветровой раме и боковинах кузова. Закрепите крышу болтами, как показано на рис.309. Предпочтительно крепление начинать с передней части крыши.
Концы проводов (армированные гнездом и штырем), идущие от панели приборов и от крыши, соедините между собой.
Разметьте и просверлите по четыре отверстия диаметром 5 мм в стойках 2 и 3 (рис. 309); расположив их равномерно по всей высоте. Установите стойки, как показано на рисунке, и по отверстиям в них разметьте и просверлите отверстия диаметром 4 мм в ветровой раме. Закрепите стойки с помощью самонарезающих винтов 16. Допускается приварка стоек дуговой сваркой с последующей зачисткой и окраской сварных швов. Провод, идущий от крыши к панели приборов, разместите внутри стойки 3.
Установите угловые обивки крыши.
Закрепите спинки откидных сидений болтами 12.
Установите уплотнители в проемах дверей.
Установите ремни безопасности.
На щитке передка над аккумуляторной батареей выбейте номер кузова шрифтом №10.
Периодически проверяйте крепление крыши к кузову и при необходимости производите подтяжку соединений.
«>
Устройство и функции гидравлического пресса
Гидравлический пресс – это такое оборудование, которое специально предназначено для обработки деталей и заготовок путем воздействия на них высоким давлением. Работает такой пресс за счет давления жидкости, воздействующей на элементы его конструкции.
Конструкция большинства гидравлических прессов предусматривает вертикальное расположение рабочего цилиндра, но есть и модели, в которых он расположен горизонтально. Различные модели прессов могут создавать рабочие усилия в диапазоне от нескольких десятков до нескольких тысяч тонн.

Вариант исполнения гидравлического пресса заводского производства
Принцип действия гидравлического пресса основан на законе Паскаля, известном нам из школьного курса физики. Конструкцию пресса составляют две рабочих камеры разного размера или, как их еще называют, цилиндры. Принцип работы гидравлического пресса, если описать его несколькими словами, заключается в следующем.
В меньшем из его цилиндров создается высокое давление рабочей жидкости, которая по соединительному каналу подается в камеру большего диаметра и воздействует на поршень, соединенный с рабочим инструментом. Последний и оказывает давление на обрабатываемую деталь, которая располагается на жесткой опоре во избежание ее перемещения под его действием. В качестве рабочей жидкости во всех гидравлических прессах используются специальные масла.

Принцип работы гидравлического пресса
Наиболее широкое применение гидравлические прессы нашли при выполнении таких операций над металлическими деталями, как штамповка, ковка, правка, гибка, выдавливание труб и других профилей. Кроме того, при помощи таких прессов выполняется брикетирование, пакетирование и прессование различных материалов (как правило, для этих целей используется мини-пресс).
Устройство гидравлического пресса позволяет активно использовать его как на предприятиях по производству изделий из резины, пластика и древесины, так и в других областях. Разнообразие функций и сфер применения этого оборудования определяют существование его различных модификаций. Например, в продаже можно найти пресс гидравлический настольный, мини-пресс, пресс гидравлический напольный, пресс гидравлический ручной, прессы с манометром и без.
Инструменты и материалы
Начинать нужно с приобретения всего необходимого.
Список оборудования и материалов:
- зубчатые рейки;
- привод;
- сигнальная лампа;
- комплект фотоэлементов;
- питающий провод 3*1,5 мм²;
- провод подключения сигнальной лампы 2*0,75 мм²;
- провод подключения передатчика из комплекта фотоэлементов 2*0,35 мм²;
- провод подключения приемника из комплекта фотоэлементов 4*0,35 мм²;
- гофротруба для прокладывания проводки;
- наконечники проводов;
- стабилизатор напряжения;
- сварочные электроды;
- обрезки профильной трубы, стальных уголков, полосы.
Зубчатая рейка является универсальным элементом и подходит к приводу любой мощности от любого производителя. Она предлагается мерными кусками по 1 м. Участки обычно собираются по системе шип-паз. Чтобы вычислить необходимое количество реек, нужно к ширине проема прибавить 1 м.
Привод представляет собой двигатель, редуктор, концевые выключатели и управляющую плату, соединенные в одном защищенном от атмосферных осадков корпусе. Его главным показателем является мощность. Для легких бытовых откатных ворот достаточно 250-300 Вт. К любому приводу в комплекте поставляются 2 пульта дистанционного управления. При желании всегда можно докупить и настроить еще несколько.
Стабилизатор напряжения не считается обязательным элементом. Но, отказываясь от него, знайте: управляющая плата привода чувствительна к перепадам напряжения и часто выходит из строя из-за его скачков. Фотоэлементы и сигнальная лампа являются компонентами, повышающими безопасность. Система будет функционировать и без них.
Покупать провода с сечением больше рекомендованного не стоит. Больших токов в сетях быть не должно, а колодки на плате управления рассчитаны на сечение жилы до 1,5 мм². Наконечники проводов могут не применяться. Но для надежного контакта их лучше использовать.
Список инструментов:
- рулетка;
- маркер;
- сварочный аппарат;
- дрель;
- отвертки;
- гаечные ключи;
- пассатижи;
- обжимной инструмент;
- угольник.
Установка исполнительного устройства
Начинать монтаж нужно с зубчатой рейки. На легких воротах выбор места для ее закрепления небогатый, поэтому положение привода подгоняется к рейке, а не наоборот. Рейки бывают стальные и полимерные. Полимерные прикручивают кровельными саморезами к профильной трубе над направляющей ворот.
Стальные снабжаются резьбовыми бобышками, которые нужно приваривать к основанию. Бобышки можно приваривать к той же профильной трубе над направляющей ворот или к самой направляющей. Стальную или полимерную рейки стоить прикручивать повыше. Это обеспечит большую свободу при выборе положения привода.
Привод комплектуется нижней монтажной рамкой с отверстием для входа проводки
Важно изначально выбрать правильное положение для рамки. Для этого ведущую шестерню вводят в зацепление с рейкой
При совмещении должен оставаться зазор в 2-3 мм. Нужно стремиться выдержать перпендикулярность оси ведущей шестерни к передней плоскости рейки. Чтобы выставить редуктор в нужном положении, придется сварить небольшой самодельный опорный столик из стального проката.
Найденное положение отмечается на основании, монтажная рамка снимается с устройства и приваривается к опоре
Важно не забыть продеть проводку в отверстие рамки до ее фиксации. С привода снимается верхний кожух и производится подключение питающего провода к плате управления
Маркировка и размещение клемм может отличаться у разных производителей. Схема подключения берется в инструкции. Провода фотоэлементов и сигнальной лампы подключаются в последнюю очередь, после настройки и проверки работоспособности основного функционала.
Особенности и устройство кузова Ваз 2109
| Тип кузова | 5-дверный хэтчбек |
| Особенность | Цельнометаллический, несущий, однообъемный |
| Длина/ширина/высота, мм | 4006/1650/1402 |
| Колесная база, мм | 2460 |
| Колея спереди/сзади, мм | 1400/1370 |
| Дорожный просвет, мм | 170 |
| Допустимая масса, кг | 1340 |
| Снаряженная масса, кг | 915 |
| Масса кузова (полезная масса), кг | 450 |
| Масса перевозимого груза при трех пассажирах в салоне, кг | 50 |
| Масса перевозимого груза при одном пассажире, кг | 275 |
| Максимальная скорость, км/ч | 148 |
| Время разгона автомобиля с водителем и одним пассажиром до 100 км/ч, с | 16 |
| Передняя подвеска | «Макферсон», независимая с амортизационными телескопическими стойками с винтовыми цилиндрическими пружинами, нижними поперечными рычагами с растяжками и стабилизатором поперечной устойчивости |
| Задняя подвеска | Торсионно-рычажная, с винтовыми цилиндрическими пружинами, амортизаторами двустороннего действия |
Полный привод на основе муфты Haldex
Хотя система конструктивно является разновидностью подключаемого привода On-demand, она заслуживает отдельного упоминания, так как представляет собой нечто среднее между подключаемым и постоянным полным приводом.
В основе конструкции все та же многодисковая фрикционная муфта, управляемая посредством электрогидравлики. Фишка в том, что электроника запрограммирована даже на сухой ровной дороге часть момента передавать на заднюю ось, в результате чего автомобили с муфтой Haldex получаются с постоянным приводом. А отключается ось, например, при равномерном прямолинейном движении (например, на трассе) для экономии топлива.

Устройство муфты Haldex
Проблемы
На текущий момент муфта Haldex существует уже в пятом поколении. Проблемы с ней ровно те же, что и с обычными фрикционными муфтами, описанными выше. Особенности исключительно конструктивные: расположена муфта прямо в корпусе задней главной передачи, вместе с насосом и блоком управления. Учитывая, что первые версии Haldex скоро отметят двадцатилетие, у многих машин уже начинают отгнивать крышки электронного блока. Внимательно нужно относиться к замене масла, которая предполагает сокращенные интервалы: каждые 60 тыс. км.
Как вытянуть части кузова девятки своими руками

В заключении статьи хотелось бы остановиться на таком моменте, как деформация кузова. Если «девятка» имеет какой-либо деформированный участок кузова, то ни о каком проведении тюнинга и речи быть не может, пока не будет проведено восстановление.
Как правило, полное восстановление кузова и устранение деформаций проводится на специальном станке. Называется он стапель. Это профессиональное оборудование, на котором осуществить процедуры способен только опытный и знающий спец.
Что касается восстановления кузова в домашних условиях, то надо иметь в виду, что возможна такая операция только для незначительных составляющих. Так, массивные кузовные элементы, такие как лонжерон или балка, без стапеля вытянуть не удастся. Но с помятым порогом или крылом можно успешно справиться и своими силами у себя в гараже.
Алгоритм проведения работы не отличается большой сложностью:
- Машина ставится на ручник, под колеса подкладываются упоры;
- Один из концов троса привязывается к монолитной опоре, например, к большому и прочному дереву;
- Другой конец привязывается к детали кузова;
- Наматыванием металлического стержня на трос, становится возможным постепенно натягивать трос.
Проводя эти работы, надо помнить, что аккуратность здесь крайне важна. Так, при сильных вмятинах лучше не спешить, а натягивать трос понемногу, оставляя металл под усилием некоторое время. Таким образом, металлу дается как бы «передышка», необходимая для выдержки дальнейшей растяжки.

Одновременно с растяжкой на тросе, рекомендуется с обратной стороны детали, где вмятина, обработать поверхность молотками рихтовочного типа. Бить нужно не по металлу, а по дощечке, заботливо подложенной в этом месте.
Что мы узнали из статьи? Кузов «девятки», в принципе, отличается неплохими конструктивными особенностями, но для дальнейшей его безотказной эксплуатации рекомендуется его усиливать. Фото – материалы и видео обзор, представленный выше, помогут закрепить приведенный в статье материал.
- Абсолютно легально (статья 12.2);
- Скрывает от фото-видеофиксации;
- Подходит для всех автомобилей;
- Работает через разъем прикуривателя;
- Не вызывает помех в радиоприемнике и сотовых телефонах.
Что следует учитывать при разработке чертежа самодельного пресса
Несущим элементом любого пресса, в том числе и самодельного, является станина, к разработке чертежа которой следует подойти максимально ответственно. Конструктивно станина представляет собой раму, внутри которой располагается домкрат с рабочим инструментом, оказывающим давление на деталь или заготовку.

Вид станины может значительно отличаться в зависимости от назначения пресса
Нижнюю часть станины – ее основание – разрабатывают с учетом того, что она должна обеспечивать высокую устойчивость всей конструкции. Рассчитывая ширину внутреннего проема рамы самодельного пресса, учитывают как размеры деталей и заготовок, которые на нем будут обрабатываться, так и суммарные габариты всех составных элементов будущего пресса.

Еще один вариант станины с простейшей конструкцией основания для обеспечения устойчивости
При расчете высоты внутреннего проема рамы суммируют следующие параметры: высоту домкрата, желаемую величину свободного хода его штока, толщину рабочего органа и детали, которую необходимо обрабатывать. Если самодельный пресс изготавливается по первой схеме, то его конструкция выглядит следующим образом: домкрат устанавливается на нижнее основание, а деталь – в верхней части рамы; усилие от домкрата на деталь передается через его шток и подвижную рабочую платформу, двигающуюся по направляющим в боковых элементах рамы.
Для того чтобы обеспечить возврат штока в исходное состояние, используются две пружины, нижняя часть которых крепится к основанию, а верхняя – к подвижной рабочей платформе
Если вы решили сделать пресс из домкрата своими руками, то очень важно правильно рассчитать жесткость пружин, чтобы они эффективно выполняли все возложенные на них функции
При реализации второй схемы на нижнее основание помещается деталь, а домкрат устанавливается на подвижную платформу, к которой также крепятся пружины, связывающие ее с верхней перекладиной рамы. Как в первом, так и во втором случае в месте контакта штока с подвижной платформой или верхней перекладиной рамы делается так называемое гнездо, в качестве которого можно использовать отрезок трубы соответствующего диаметра.

Невозможность регулировки высоты рабочей зоны упрощает конструкцию, но значительно ограничивает варианты использования пресса
Гидравлический пресс, сделанный своими руками, будет намного удобнее в эксплуатации, если предусмотреть в нем возможность регулировки свободного штока домкрата, что также влияет на допустимую высоту обрабатываемой детали. Для этого можно сделать следующее.
- В верхней части внутреннего контура рамы располагают дополнительную плиту, которая может передвигаться по направляющим за счет винтового привода с штурвалом. Тем самым можно в достаточно широких пределах изменять просвет для расположения деталей внутри рамы.
- Можно изготовить съемный упор, в качестве которого чаще всего используют передвижную съемную платформу. Фиксировать положение такого упора внутри рамы можно при помощи болтовых соединений, для которых в раме с определенным шагом просверливаются отверстия. При этом шаг расположения таких отверстий по высоте не должен превышать величины свободного хода штока домкрата.
- Из сплошного куска металла или металлического профиля можно изготовить несколько сменных вставок-прокладок разной толщины.
- Можно также использовать сразу несколько вышеописанных способов одновременно.
FakeHeader
Comments 71
Посчитать конструкцию по сопромату-10т предел…Маловато, хотя в гараже вряд-ли больше надо.
Дружище а чем батареи в гараже топишь ?
на тот момент все грела печь на отработке с миникотлом. а сейчас все разобрано и ждет установки в боксе
распиши пожалуйста какой швеллер использовал? а хорошо будет если ты поможешь размерами своего пресса, не только мне но и др. участникам, буду очень благодарен за чертеж
к сожалению, все размеры из головы — ничего не чертил, просто подгонял по наличию материала.
могу только написать, что помню:на первой фотке на одной стойке написано L — 2330, ее я докупал, насколько помню, это высота прессаширина стола 270 мм, длинна ножек — 1000 мм, ширина — 530 мм.а при разметке отверстий отталкивался от стоек — делал по центру торцов линию, и уже по ней ориентировал все остальные отверстия.
швеллер 16 для стоек, швеллер 12 для поперечных балок и для стола, швеллер 10 для пресс-платформы и швеллер 7 для ножек + болты М30
Гидравлический пресс относится к классу гидравлических машин, предназначенных для обеспечения значительного давления на требуемую поверхность. Основным его достоинством является возможность создания такого усилия, которое во много раз превосходит первоначальное воздействие. В технической литературе подобные машины носят имя своего изобретателя. Ещё в 1795 году английский изобретатель Джозеф Брам получил патент на этот аппарат. Из этой статьи вы узнаете, как изготовить гидравлический пресс своими руками.
Принцип действия
Принцип работы любого гидравлического механизма (в том числе и пресса) основан на одном из основных законов гидродинамики – Законе Паскаля. В соответствии с этим законом давление жидкости или газа распределяется равномерно на все точки внутренней поверхности сосуда, в котором находится.
Если в сосуде в качестве одной стенки использовать поверхность, которая может двигаться, жидкость будет производить на неё давление, и она придёт в движение. В прессах такая поверхность выполняется в форме поршня. Величина силы, действующей на поршень, при прочих равных параметрах будет определяться площадью поверхности поршня. Чем больше площадь поверхности поршня, тем больше величина воздействующей на него силы. Этот эффект позволяет получить серьёзный выигрыш в результирующей силе. Этот физический закон и позволяет реализовать гидросхему пресса.
Конструктивно устройство гидравлических прессов очень похоже. Они выполнены в виде двух сообщающихся сосудов. Поэтому для них применимы все физические законы, которые действуют в сообщающихся сосудах. Если в одном из сосудов изменяется уровень жидкости в сторону уменьшения, то во втором сосуде уровень жидкости повысится. Это приведёт к увеличению давления на все стенки сосуда. В гидравлическом прессе – это давление на поршень.
Для увеличения объёма рабочей жидкости в гидравлическом цилиндре в конструкции пресса предусмотрен специальный резервуар. Так как в гидравлическом прессе жидкость находится под высоким давлением, предусмотрена специальная система безопасности. Она включает два клапана: нагнетательный и запирающий кран.